数控生涯:撞得刀越多,技术越好,实践出真知!
有位网友跟我聊了聊他数控生涯撞刀的经历和发生的原因。当时的心情很恐怖,前几年刚开始进入机加工业的坑,撞了两回。
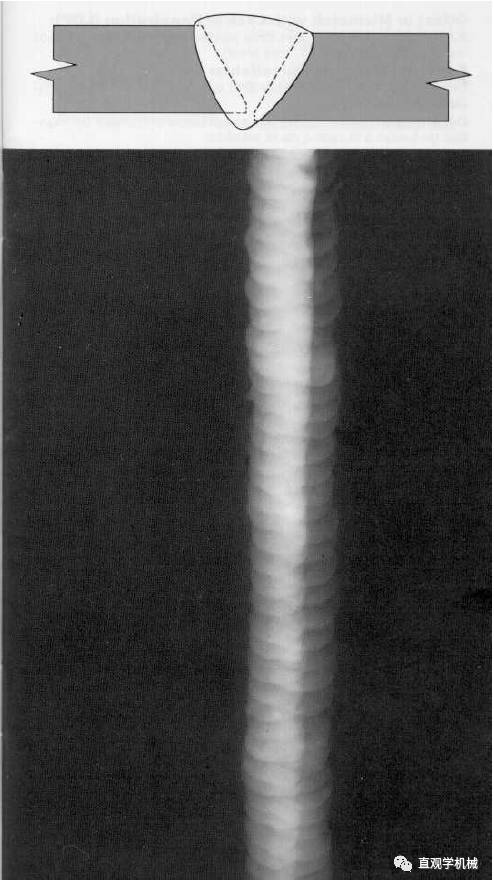
1、刚刚工作那会儿,开一台日本慢走丝。没有计算机CAM编程。用的FANUC编程机黄色的一个箱子那种。PTP打纸带走程序,切一个8字圆形凹模口。仿真(画轨迹一切正常)穿纸带的时候卡了一下,8个孔都打上了,废孔,缺语句。结果走到这地方横着切过来了。还好是线切割,活儿废了床子没事。

2、后来开德国海林根单臂龙门铣,这个床子有个特殊功能的是Z(主轴头)和W轴(单臂横梁)行程叠加。Z行程550. W行程1550。要是我程序里面走Z -800,实际上是Z和W一起动。是Z走550 ,W走250呢还是Z走250 W走550 还是其他的呢,这个需要特殊的后处理器处理原始 proE产生的cls 刀轨文件。这个后处理器(德国佬写的程序,一片一片的按钮像开战斗机,操作起立十分繁琐。)操作弄错非常容易工件怼横梁。
然后.....果不其然错了。铣一个凹坑的铸件内件安装台,一走程序,恩?主轴套筒没走,横梁嗖的一下下去了。咔嚓!幸亏搭档反应快一巴掌拍了急停,碰碎的只是照明灯管。
谁说:“撞得刀越多,技术越好,实践出真知!”这个真理,作一线的知道就好了,老板知道了会心疼的。想想都后怕,越干越胆小。这些现在说起来轻松,每次撞刀,都心惊肉跳的…唉!
如果防止数控车撞刀
1)经常检查车床限位挡块是否在正确位置,有否松动;(但应注意机床限位只能在行程极限位置处起到保护作用,由于刀具伸出位置的不同、工件毛坯大小不同等情况的存在,在大多数情况下,机床限位在加工过程中并不能有效起到防止撞刀的作用)。
2)程序输入完成后必须仔细检查是否存在错误,避免因坐标数字输错而引起撞刀。
3)正确对刀并设置刀补,注意Z方向试切对刀时,必须注意对刀使用的Z向零点应与编程使用的Z向零点统一,避免因工件坐标系设置不统一而造成撞刀。
4)开始阶段运行时,把快速倍率设置得慢一些(例如可设置到25%)。
5)程序编好后应先进行单段调试,并把显示屏幕切换到能同时看到工件坐标系及正在执行的程序的页面。
6)调试过程中随时注意当前绝对坐标值及下一个程序段的终点坐标位置以确定刀具将移动的距离,然后观察当前刀具位置至工件位置之间的距离,从而判断是否可能相撞,并请特别注意下面二点:
★特别注意程序中第一个G00移动指令(及换刀以后的第一个G00移动指令),许多撞刀事故都发生在这一程序段,运行该程序段时请把左手放在《暂停》(《进给保持》)按钮处,必要时按下《暂停》。
★在不熟练的情况下,可把第一个G00坐标设置在离毛坯稍远处,接着用第二个G00定位到开始加工位置,以便在单段运行时及时发现问题。
★如下一程序段是换刀指令,必须考虑相关刀具的伸出长度,确信刀架转动时不会发生撞刀后,才可运行下一个程序段。
7)GSK980系列产品对刀如使用G50设置坐标,必须注意回机械零点后有可能(根据系统参数设置而定)绝对坐标被恢复到初始值,从而导致意外发生。华中世纪星18iT使用绝对刀补,请不要随便使用坐标系设置命令。
8)如果加工时必须使用尾架,安装刀具时必须考虑到在X方向电动刀架与尾架不发生碰撞的极限位置、在Z方向拖板与尾架不发生碰撞的极限位置。(如果在相当一段时期内不使用尾架,建议可暂时拆下尾架以避免碰撞)
以上就是100唯尔(100vr.com)小编为您介绍的关于机加工的知识技巧了,学习以上的数控生涯:撞得刀越多,技术越好,实践出真知!知识,对于机加工的帮助都是非常大的,这也是新手学习加工制造所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问机加工课程推荐














加工制造热门资料

加工制造技术文档


推荐阅读