









模压成型工艺关键生产点有哪些?模压要用什么样的离型剂
众所周知,在现代生活中,硅胶产品无处不在,硅胶的性能特征在我们的生活中得到广泛应用,受到人们的青睐。模压成型工艺是制造硅胶产品的最常用的工艺。它生产简单,质量好。对于大规模生产制造商来说,这是最方便快捷的流程。模压成型工艺有6个关键生产点,这当中你知道有几种呢?那就让我们来看看吧。模压工艺简介:模压成形(又称压制成形或压缩成型)。模压分为2种,内压和外压。
工厂实拍!手机硅胶套模压成型工艺过程
内压:是指预浸布卷成所需要的产品形状,里面是空心的,产品里面放入尼农风管,并将产品放入模具里,模具闭合。将模具放入油压台,加热之前模具里的尼农风管与外面的气嘴相连接进行加压。
原理:产品的形状是模具内腔形状,通过加压使预浸布紧紧贴合模腔,形成所需要的形状
内压适用于:空心异性产品,例如:球拍,自行车,球棒,曲棍球,头盔等。
模压工艺术语解释:
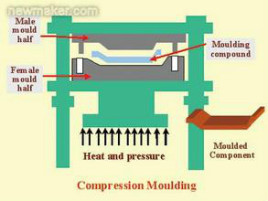
外压:指的是把预浸好的布多层叠在一起形成所需要的形状放入模具内,将模具闭合,放入油压台直接加热加压。
原理:通过油压台产生的压力,紧紧压住模具使其产品形成模腔里所需的形状。
外压适用于:实心产品,比如鞋底,自行车配件,高尔夫球头盖,手机外壳。


1,成型机台压力
指成型硫化机的设定压力,它由压力表和计算机控制。当模具闭合时,压力足以将模具压入模具中,并且由于硫化过程中产生的微量水分而消除了气泡的产生,通过排气,您可以控制产品气泡。如果硅胶胶硬度高,流动性差,选定压力就要大,但需注意压力过大容易挤压模具边缘。压力与模具的外部尺寸有关,模具小,压力也相应降低,以防止硫化和机器板变形。调整硫化器的压力时,硫化器的最大压力不得超过最大值,否则可能会损坏机器。空模具不加压(注塑模具除外),这是保护模具边缘和延长模具寿命的有效措施。
2,机台温度控制
成型温度:配方固定时,温度是硫化熟不熟的基础,温度不够,硅胶胶不反应;温度过高,产品变脆,甚至变形;通常硅胶低于170度,硫化速度慢,时间必须延长;温度高于180度,硫化速度快,产量高,但易导致模具变脏,发亮,产品变形,尺寸减小,厚度超标,边缘脆等等情况。
3,控制成型硫化时间
时间是硅胶产品制造商中最重要的过程。硫化时间的长短直接影响产品的质量。硫化时间短,产品不透明,变形大,美白容易,产品不耐用;时间过长,产品产生过量硫,强度和硬度下降,导致表面脆性或粘性。温度与时间的关系必须根据产品的厚度和橡胶的种类,厚的产品必须在低温下长时间硫化。如果在释放模具后时间不够,则产品不熟并粘在模具上,很难取下模具并清洗模具,应重新合模在硫化。成型的最大问题之一是员工私下调整机器会造成浪费。
4,操作速度
指操作员摆胶和取出产品时操作速度。硅胶硫化是一种化学反应,硅胶化合物开始从热模具中硫化。一模多穴的产品,是从第一块胶摆放到最后一块胶,摆胶时间越短越好,因为摆好胶后要马上合模,否则容易出现模脏,胶料烧焦,毛边厚,变形等异常。在取产品时,通过气动辅助将产品吹出,但会降低模具的温度。不熟练的操作,最容易使模具温度越来越低,导致产品无效,而且还粘模具,新人最容易出现这个问题。在光面胶板时,摆胶,合模和启模的速度对光滑表面的质量影响最明显。为什么一些具有严格外观要求的产品被选用于吊上模操作呢?其中一个主要原则就在这里!
5,产品放置问题
指预成型的硅胶形状,可以是长条形,小方形或圆形。硅胶的厚度,长度和宽度必须接近产品。硅胶的形状越接近产品的形状,硅胶在模具中流动的时间越短,流动距离越短,毛刺越薄,使用的胶量越多。越少,产品合格率越高。
6,硅胶重量
硅胶的重量与硅胶的形状直接相关,如何用最少量的硅胶,用最合理的形状而不缺胶,是模塑人员技术水平的体现。
(1)硅胶的重量必须大于产品的重量,否则它将缺胶,但硅胶的放置越多,产品的毛刺就越厚,尺寸就越大。
(2)硅胶的重量是足够的,但是长度比模具长,也会发生缺胶。
(3)硅胶的形状和重量都合适的,但是放偏时,将存在薄边和厚边的情况,严重时还会出现一边缺胶一边毛边厚的情况。
(4)硅胶的形状是合适的,总重量是合适的,但剪刀的厚度和宽度不均匀,或胶水不均匀,这也可能导致缺胶。当产品缺胶时,不要急于加多点硅胶。首先,取出含有毛边的完整模具,检查重量,然后看产品的薄厚度是否均匀,最后再决定是否添加料。
缺胶最主要的原因是操作员的不熟练所导致的,所以模塑领班的技术内容和经验非常重要!想加强操作员的能力,减少失误率。

模压工艺注意事项:
1. 不管任何来源的水份要控制,不然会产生气泡。
2. 用油性离型剂也会渗入到预浸布里,会造成预浸布脱层
3. 刷离型剂手法,除了模腔里要刷到位,模具边缘也要刷到,热模来刷离型剂一定要由轻到重
4. 建议少用常温来擦离型剂,会影响到脱模效果
5. 每次去玩产品后模具树脂要清理干净,不然会影响到脱模效果
6. 模具达不到150度来洗模,那分解环氧树脂的力度大打折扣,油性重的离型剂最好不要用,容易脏模。
7. 一般脱模效果降低的时候(需要借助铲刀的时候就需要补刷离型剂)
8. 模具出现白点时要立即洗模。
市场上用的比较多的离型剂品牌有:肯天,麦科斯,汉高。这几个牌子的离型剂都是久经市场考验,大家可根据自己的实际情况选择合适的品牌。
以上就是100唯尔(100vr.com)小编为您介绍的关于模压的知识技巧了,学习以上的模压成型工艺关键生产点有哪些?模压要用什么样的离型剂知识,对于模压的帮助都是非常大的,这也是新手学习模具专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问模压课程推荐


















模具专业热门资料


模具专业技术文档


推荐阅读




















