









气割中那些你懂得却说不出来的东西:气割为什么不能割不锈钢?气焊气割基本操作原理是什么?
气焊也被称作为钎焊,是利用熔点比焊件为低的焊料(又称焊条),通过可燃气体和助燃气体在焊枪中混合燃烧时产生的高温火焰,加热焊件,熔化焊条,是焊件连接的方法。小编今天为大家解密气割中那些你懂得却说不出来的东西: 气割知识:气割原理、方法及手工气割操作。

气割的基本原理:气割是利用可燃气体与助燃气体混合燃烧生成的火焰作为热源,火焰的热能将工件切割处预热到一定温度(燃点)后,喷出高速切割氧流,使其燃烧并放出热量来实现切割的方法。但是,能被气割的金属要满足以下几个条件:
1.金属材料在氧气中的燃点应低于熔点。
2.金属的氧化物熔点应低于金属的熔点。
3.金属的导热性不能太好。
4.金属燃烧应是放热反应。
5.金属中阻碍切割和易淬硬的元素杂质应少。
根据以上条件,低碳钢的气割性能最好,铸铁和不锈钢不能满足以上条件,故难以进行气割。

气割方法分类:气割基本分手工气割、半自动气割和自动气割三类。手工气割适应性好,但气割精度低,切口质量差;半自动气割在我国应用广泛,可以进行直线和圆周形、斜面以及V 形坡口等形状的气割,其切口质量较好;自动气割机普遍采用数控气割机,其切口质量最好,效率最髙,能完成复杂形状的气割下料。

手工气割的操作:气割的设备和工具除割炬以外,其它基本与气焊类似。割炬的构造如下图所示。

气焊、气割用橡胶管的颜色和规格
气焊、气割用氧气橡胶管应为黑色,内径为8mm,工作压力为1.5MPa ,试验压力为3.0MPa。乙炔橡胶管应为红色,内径为10mm作压力为0.5MPa或1MPa。连接焊炬或割炬的橡胶管不能短于5m,一般以10~15m为宜,太长了会增加气体流动的阻力。氧气橡胶管和乙炔橡胶管不能相互换用。
气割的步骤
下面以一般厚度钢板的气割为例,介绍一下气割的步骤:
气割前的准备工作:首先要检査设备的使用状况;然后清除污垢等;按图样划线放样;垫高被割件并使其平稳;选择好割炬后试割。一般厚度钢板选用G01-100型割炬。
气割操作技术流程:
点火 :点火前,先开乙炔,再微开氧气阀,用点火枪或火柴点火。正常情况下应采用专用的打火枪点火。在无打火枪的条件下,亦可用火柴来点火,但须注意操作者的安全,不要被喷射出的火焰烧伤。开始为碳化焰,此时应逐渐加大氧气流量,观察切割氧流(风线)的形状,风线应呈现笔直清晰的圆柱体。风线的长度应超过割件板厚的1/2。
起割 :起割点应选择在割件的边缘,先用预热火焰加热金属,待预热到亮红色时,将火焰移至边缘以外,同时慢慢打开切割氧气阀门,随着氧流的增大,从割件的背面就飞出鲜红的氧化铁渣,证明工件已被割透,割炬就可根据工件的厚度以适当的速度开始由右至左移动。
正常气割 :起割后,割炬的移动速度要均匀,控制割嘴与割件的距离约等于焰芯长度加2~4mm。割嘴可向后(即向切割前进的方向)倾斜20°~30°。气割过程中,倘若发生爆鸣和回火现象,应立即关闭切割氧阀,然后关闭乙炔阀,使气割过程暂停。用通针清除通道内的污物。处理正常后,再重新气割。
停割 :临结束时,应将割炬沿气割相反的方向倾斜一个角度,以便将钢板的下部提前割透,使切口在收尾处显得很整齐。最后关闭氧气阀和乙炔阀,整个气割过程便告结束。

气焊设备
PS:一般制冷维修的焊接系统是2--4L小型氧焊系统,由焊枪、氧瓶、煤气瓶、连接软管,还有对应的充气过桥等附件组成,有些焊炬套件是焊割两用,有些是单用焊炬,区别就是焊炬的不同,焊割炬有三个阀门旋钮 炬头有大小两根管,换用不同的喷嘴可以进行金属切割和焊接操作;而焊炬只有两个阀门旋钮,只能进行焊接操作,不能切割金属,因此在选用的时候可以根据自己的使用情况进行选择。
注意事项:
当气割厚度在4mm以下的薄钢板时,割口两侧易过热和熔化,使切口不整齐,且熔渣不易吹掉,冷却后粘在切口不易铲除。通常可采取以下措施:
采用G01-30割炬及小号割嘴。
在保证割透的情况下,切割速度要尽可能快些。
割嘴与工件表面距离为10~15mm。
当钢板厚度在25mm以上时,应采取大号割炬和割嘴,并且加大预热火焰和切割氧流。在气割过程中,切割速度要慢,并适当地做横向月牙形摆动,以加宽切口,利于排渣。
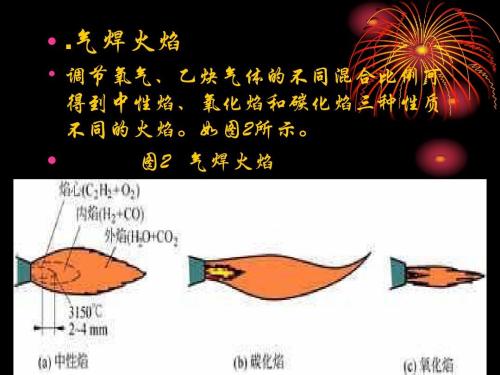
气焊火焰的种类及用途
氧乙炔焰由于氧气和乙炔的混合比不同,有三种火焰;中性焰、氧化焰和碳化焰。


中性焰是氧乙炔混合比为1.1~1.2.时燃烧所形成的火焰,其特征为亮白色的焰心端部有淡白色火焰闪动。时隐时现。中性焰的内焰区气体为CO和H2,无过量氧和游离碳,因此呈暗紫色,应用最广,常用于气焊低、中碳钢、低合金钢、不锈钢、纯铜、锡青铜、铝及铝合金、铅、锡、镁合金和灰铸铁等。
碳化焰是氧乙炔混合比小于1.1的火焰,其特征是内焰呈淡白色,因其内焰有多余的游离碳,所以具有较强的还原作用和渗碳作用。轻微碳化的碳化焰适用于气焊高碳钢铸铁、高速钢、硬质合金、蒙乃尔合金、碳化钨和铝青铜等。
氧化焰是氧乙炔的混合比大于1.2的火焰,其特征是焰心端部无淡白色火焰闪动,内焰、外焰分不清,有过量的氧,因此具有氧化性。轻微氧化的氧化焰适用于气焊黄铜、锰黄铜、镀锌铁皮等,可减少氧的蒸发。
中性焰焰心外2~ 4mm处温度最高,达3150℃左右。因此,气焊时焰心离开工件表面2~4mm,热效率最高,保护效果最好。
氧气切割的基本原理及过程
氧气切割是利用气体火焰的热能将工件切割处预热到燃点后,喷出高速切割氧流,使金属燃烧并放出热量而实现切割的方法。气割过程有三个阶段:
(1)预热气割开始时,利用气体火焰(氧乙炔焰或氧丙烷焰)将工件待切割处预热到该种金属材料的燃烧温
度—燃点(对于碳钢约为1100~1150℃)。
(2)燃烧 喷出高速切割氧流,使已达燃点的金属在氧流中激烈燃烧,生成氧化物。
(3)吹渣 金属燃烧生成的氧化物被氧流吹掉,形成切口,使金属分离,完成切割过程。

气焊操作的方向有哪两种?
气焊的操作方向有左向焊和右向焊两种。
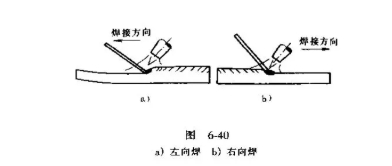
(l)左向焊 焊丝和焊炬从焊缝的右端向左端移动,焊丝在焊炬前面,火焰指向焊件的待焊部分。其特点是操作简单方便,适于焊接较薄和熔点较低的工件。
(2)右向焊 焊丝与焊炬从焊缝的左端向右端移动,焊丝在焊炬后面,火焰指向焊件的已焊部分。其特点是焊接过程中火焰始终笼罩着已焊的焊缝金属,使熔池冷却缓慢,有助于改善焊缝的金属组织,并且热量集中,熔深大,适用于焊接厚度较大的工件,但操作较难掌握。
气割为什么不能割不锈钢?

这个问题首先要从气割的原理讲起,气割在外行人看来,无非是用火焰把铁烧熔了再用气把铁水吹走而已。错!气割是一个金属的燃烧过程:首先,先用用氧乙炔焰把金属加热到它的燃点以上,这时打开高压氧气,金属就会在氧气中剧烈燃烧,燃烧产生的氧化物顺着高压氧气被吹走,而燃烧产生的热量则为金属继续加热。
由此可见,气割主要的条件,被切割材料的燃点要比它的熔点低,如果燃点高于熔点,那么在它被点燃前就会熔化,熔化的部分会被吹走,从而使得金属无法达到燃点,也就不能进行切割.铸铁就是这一种情况,含碳量在0.7%的铁熔点与燃点相当,含碳量高于这个数值就不能用气割切割了,而铸铁的含碳量是在2%至4%之间.
气割的另一个条件:燃烧产生的氧化物要被高压氧气流吹走,所以这些氧化物要呈液态且流动性好,而不锈钢就不能满足这个条件,它的氧化物熔点高于它本身的熔点,产生后是呈固态的,并且覆盖在切口表面,无法吹走,使得切割进行不下去。
除了这两个条件之外,还有其他,如金属导热性要底,不然热量很快散发从而使金属不能维持在燃点以上。还有,金属燃烧产生热量要高,不然同样也不能维持高温(正常切割70%的热量是金属本身燃烧提供的)。很多金属,如铜,铝等都是不能满足这些条件,因为不锈钢它的氧化物熔点高于它本身的熔点,产生后是呈固态的,并且覆盖在切口表面,无法吹走,使得切割进行不下去。所以也不能用气割。
气割过程是预热一燃烧一吹渣过程,但并不是所有金属都能满足这个过程的要求,总结气焊金属需要满足下列条件的金属才能进行气割。
1、金属在氧气中的燃烧点应低于其熔点;
2、气割时金属氧化物的熔点应低于金属的熔点;
3、金属在切割氧流中的燃烧应是放热反应;
4、金属的导热性不应太高;
5、金属中阻碍气割过程和提高钢的可淬性的杂质要少。
以上就是100唯尔(100vr.com)小编为您介绍的关于气割的知识技巧了,学习以上的气割中那些你懂得却说不出来的东西:气割为什么不能割不锈钢?气焊气割基本操作原理是什么?知识,对于气割的帮助都是非常大的,这也是新手学习机械制造所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问气割课程推荐














机械制造热门资料


机械制造技术文档


推荐阅读




















