数控训练|在机械加工中哪些因素会影响加工余量,采用哪些方法可以确定加工余量?

生产中经常可见毛坯或者工件上除去的多余材料,这些材料被称为机械加工余量。加工余量又被分为毛坯余量和工序间的余量这两种。毛坯余量是指毛坯尺寸和零件图上设计尺寸的误差,又被称为加工总余量。工序间余量指的是每道加工工序应该去除的余量,这个数值等于相邻两道工序的尺寸之差。
影响加工余量的因素
为了合理确定加工余量,首先必须了解影响加工余量的因素。影响加工余量的主要因素有:
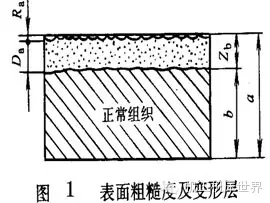
1、上工序的表面粗糙度Ra和表面缺陷层
为了保证加工质量,本工序必须将上工序留下的表面粗糙度,以及由于切削加工而在表面留下的一层组织已遭破坏的塑性变形层全部切除,如图1所示。
2、上工序的尺寸公差T
由于工序尺寸有公差,上工序的实际工序尺寸有可能出现最大或最小极限尺寸。为了使上工序的实际工序尺寸在权限尺寸的情况下,本工序也可能留下的表面粗糙度和缺陷层切除,本工序的加工余量应包括上工序的公差。
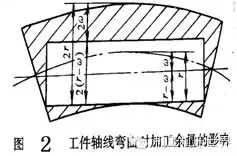
3、工件各表面相互位置的空间偏差
工件有些形状和位置偏差不包括在尺寸公差的范围内,但这些误差又必须在本工序的加工中纠正,在本工序的加工余量中必须包括它。如图2所示轴类零件,由于上工序轴线有直线度误差δ,本工序加工余量必须相应增加2δ.属于这一类偏差的有直线度、位置度、同轴度、平行度及轴线与端面的垂直度等。
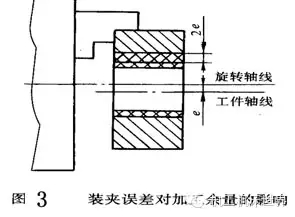
4、本工序的装夹误差ε
如果本工序有装夹误差,包括定位误差、夹紧变形误差、夹具本身误差等,使工件在加工时位置发生偏移,本工序加工余量应考虑这些误差影响。如图3所示用三爪自动定心卡盘夹持工件外圆加工孔时,若工件轴心线偏移机床主轴回转轴线一个e值,造成内孔切削余量不均匀,为使上工序的各项误差和缺陷在本工序切除,应将孔的加工余量加大2e。
通过以上分析,可得到加工余量的计算公式为:
对单面余量Zb=Ta+Ra+Da+︱(Pa+εb)︳
对双面作量Zb=Ta+2(Ra+Da)+2+︱(Pa+εb)︳
式中Pa与εb是有方向的。它们的合成应为向量和,然后取绝对值。
确定加工余量的方法
(1)计算法应用上述加工余量订算公式通过计算确定余量。此法必须要有可靠的实际数据资料,目前应用较少。
(2)经验估计法技术人中根据工厂的生产技术水平,靠经验来确定加工余量。为防止余量不踉而产生废品,通常所取的加工余量都偏大。此法一般用于单件小批生产。
(3)查表法根据各工厂长期的生产实践与试验研究所积累的有关加工余量资料,制成各种表格并汇编成手册,如要械加工工艺手册,机械工也工程师手册,工艺设计手册等,确定加工余量时,查阅这些手册,在根据本厂实际加工情况进行适当修正后确定,目前此法就用较为普遍。
来源:中国百科网
以上就是100唯尔(100vr.com)小编为您介绍的关于数控的知识技巧了,学习以上的数控训练|在机械加工中哪些因素会影响加工余量,采用哪些方法可以确定加工余量?知识,对于数控的帮助都是非常大的,这也是新手学习数控专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问数控课程推荐

















数控专业技术文档


推荐阅读