









电焊老师傅辞职了,留下焊接缺陷超声图谱,叮嘱我要给你一份
给金粉们分享18张很清晰的焊接缺陷图谱,身边搞焊接的朋友应该人手一份。另外还总结了一些常见焊接产生原因、危害及防止措施。
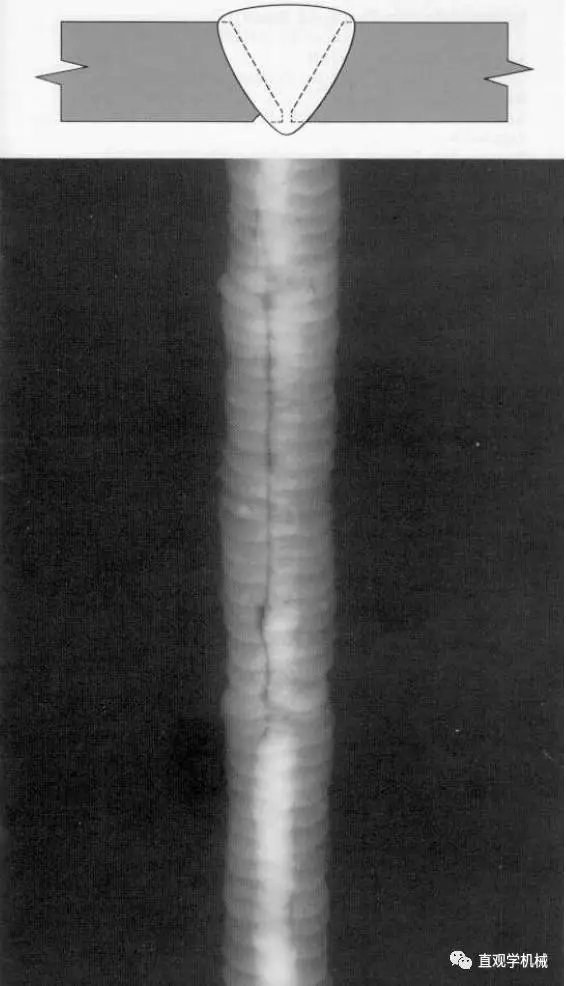
1、weld01 (HighLow 高低)
2、weld02 (Incomplete Root Fusion 根部未熔合)
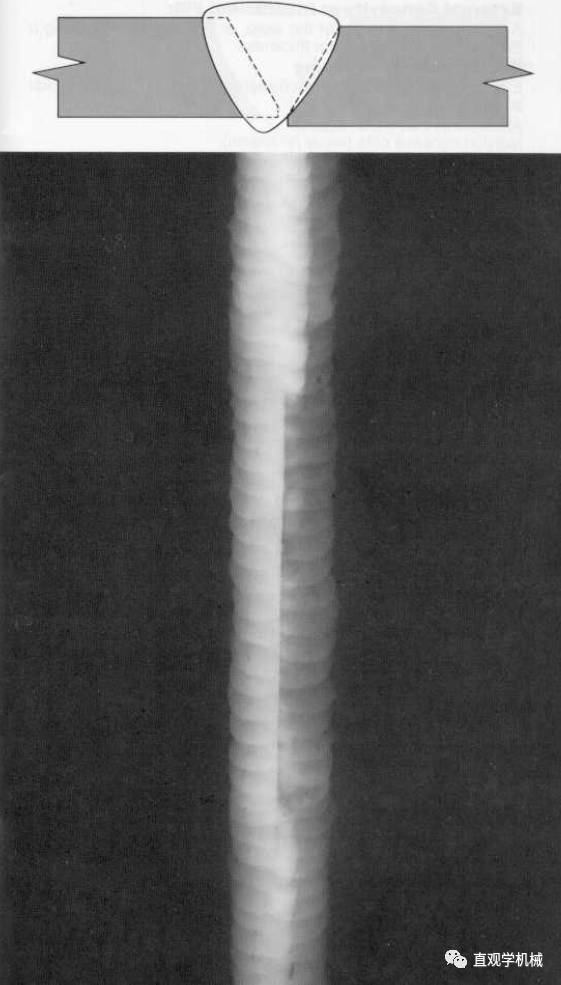
3、weld03 (Insuffucient Reinforcement 增强高)

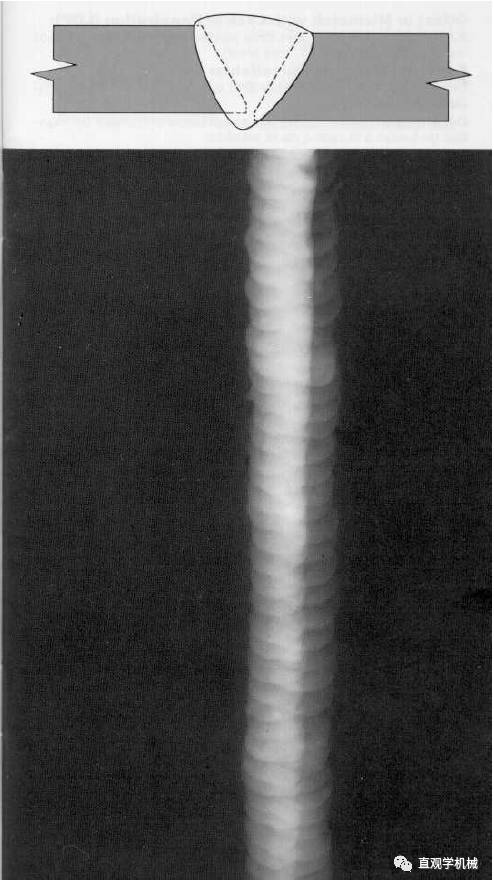
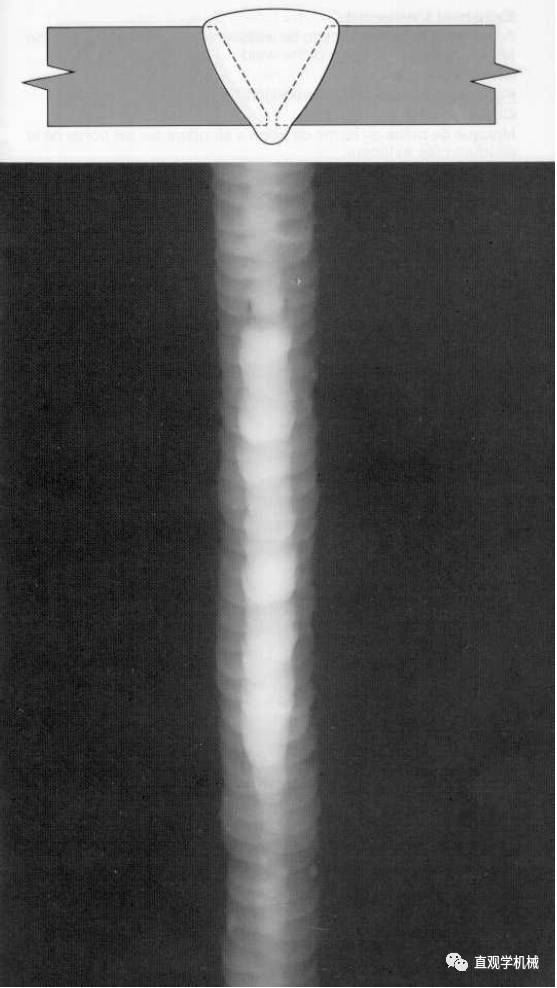
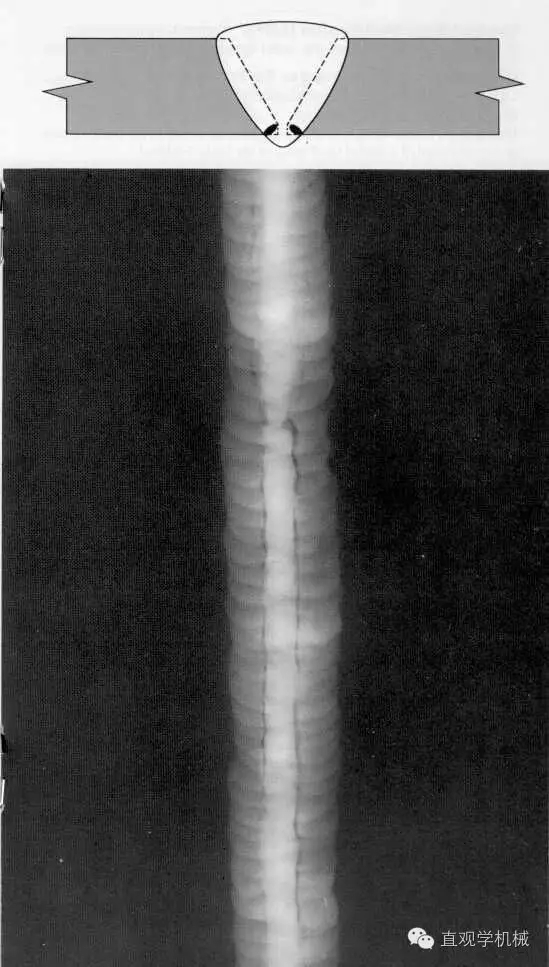
4、weld04 (ExcessRoot Penetration 根部焊瘤)
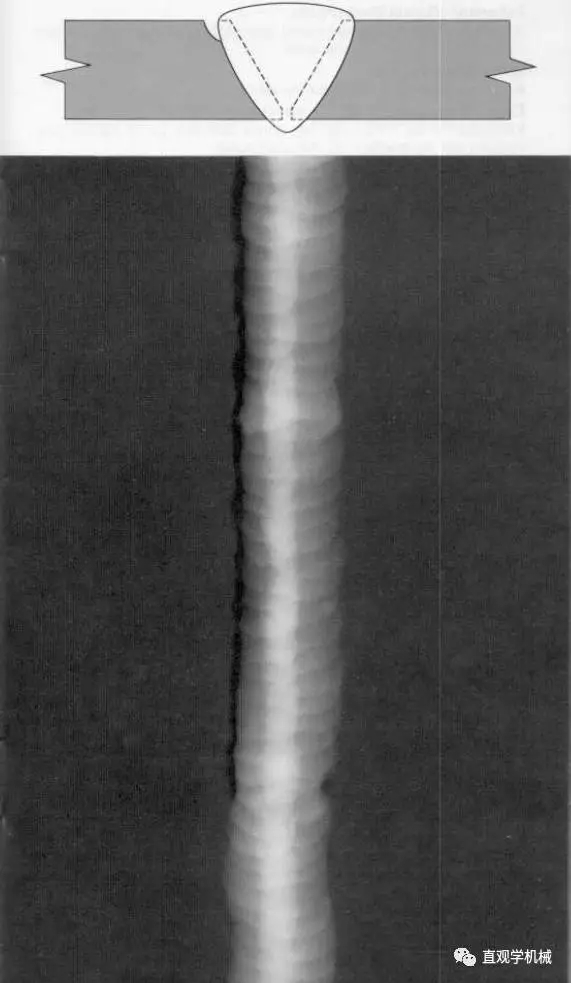
5、weld05 (External Undercut 外部咬肉)
6、weld06 (Internal Undercut 内部咬肉)
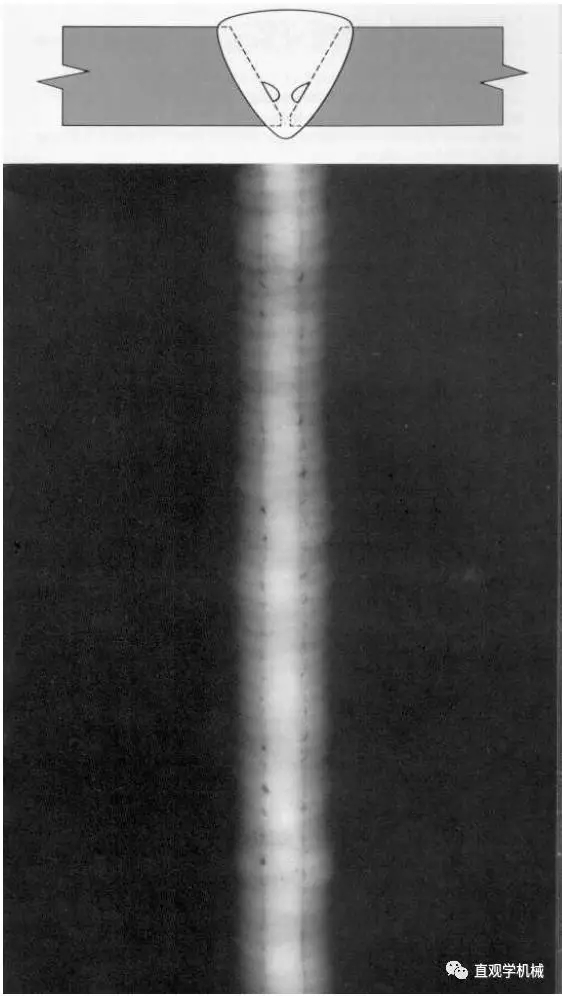
7、weld07 (Root Concavity 根部凹陷)

8、weld08 (Burn Through 烧穿)

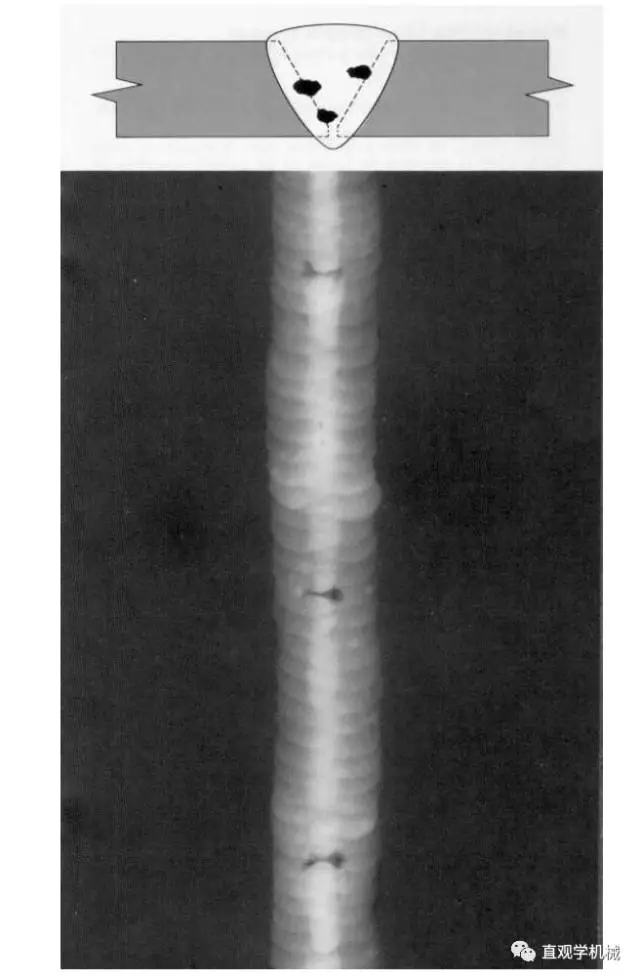
9、weld09 (IsolatedSlag Inclusion 单个的夹渣)
10、weld10 (Wagon TrackSlagLine 线状夹渣)
11、weld11(Interrun Fusion 内部未熔合)
12、weld12 (Lackof Sidewall Fusion 内侧未熔合)

13、weld13 (Porosity 气孔)

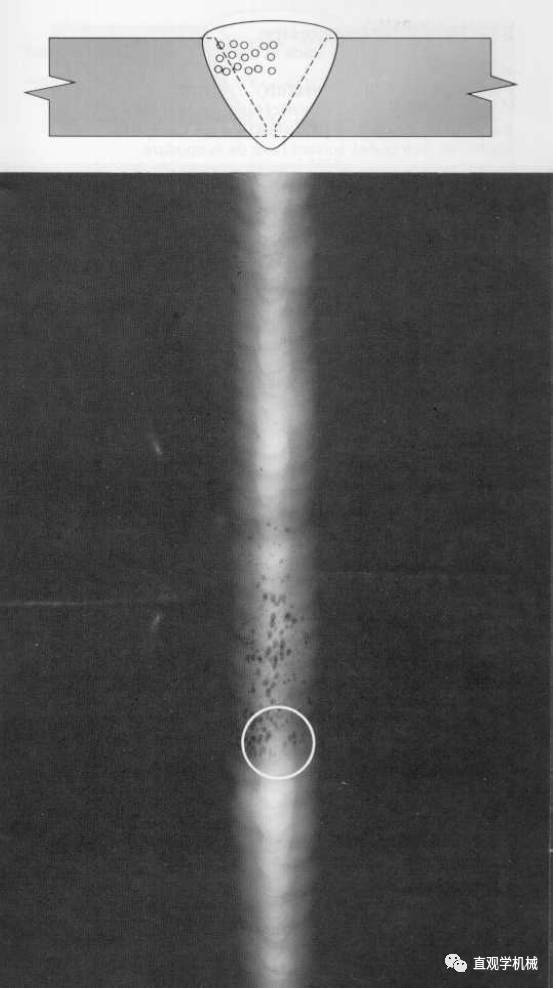
14、weld14 (ClusterPorosity 链状气孔)
15、weld15(Hollow Bead 夹珠)

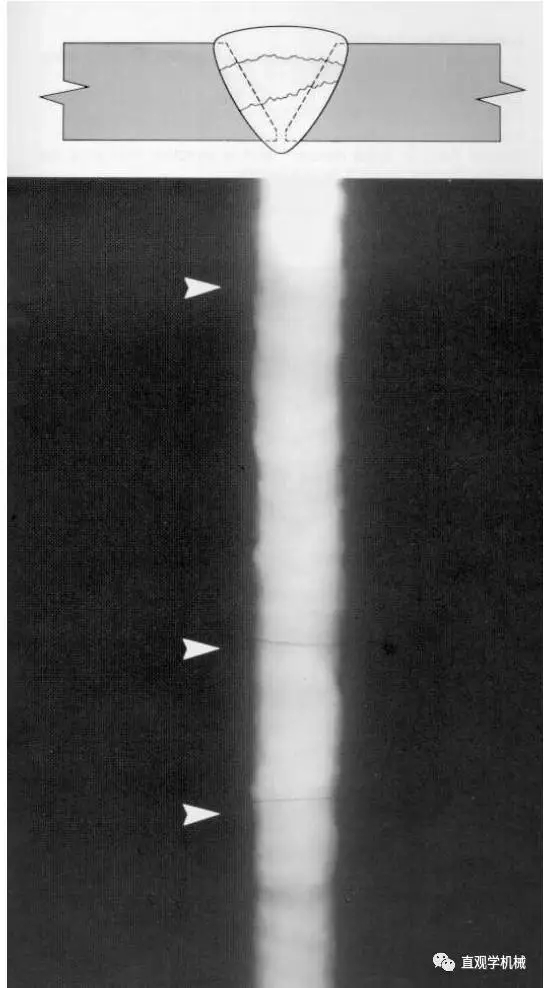
16、weld16 (TransverseCrack 横向裂纹)
17、weld17 (Centerline Crack 中心线裂纹)
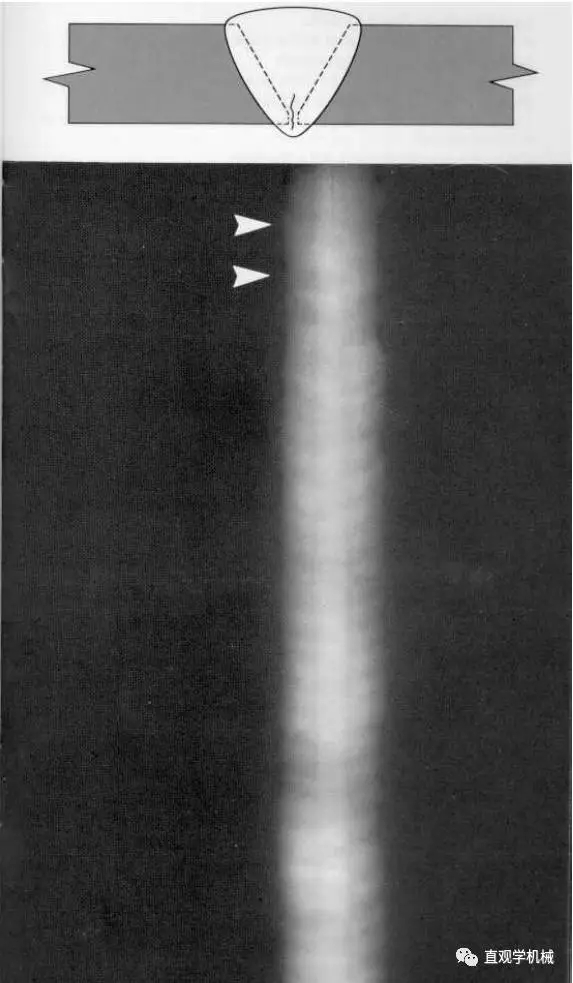
18、weld18 (Root Crack 根部裂纹)

常见焊接缺陷产生原因、危害及防止措施
一、焊接缺陷的分类
焊接缺陷可分为外部缺陷和内部缺陷两种。
1.外部缺陷
1)外观形状和尺寸不符合要求;
2)表面裂纹;
3)表面气孔;
4)咬边;
5)凹陷;
6)满溢;
7)焊瘤;
8)弧坑;
9)电弧擦伤;
10)明冷缩孔;
11)烧穿;
12)过烧。
2.内部缺陷
1)焊接裂纹:a.冷裂纹;b.层状撕裂;c.热裂纹;d.再热裂纹。
2)气孔;
3)夹渣;
4)未焊透;
5)未熔合;
6)夹钨;
7)夹珠。
二、各种焊接缺陷产生原因、危害及防止措施
1、外表面形状和尺寸不符合要求
表现:外表面形状高低不平,焊缝成形不良,焊波粗劣,焊缝宽度不均匀,焊缝余高过高或过低,角焊缝焊脚单边或下凹过大,母材错边,接头的变形和翘曲超过了产品的允许范围等。
危害:焊缝成形不美观,影响到焊材与母材的结合,削弱焊接接头的强度性能,使接头的应力产生偏向和不均匀分布,造成应力集中,影响焊接结构的安全使用。
产生原因:焊件坡口角度不对,装配间隙不匀,点固焊时未对正,焊接电流过大或过小,运条速度过快或过慢,焊条的角度选择不合适或改变不当,埋弧焊焊接工艺选择不正确等。
防止措施:选择合适的坡口角度,按标准要求点焊组装焊件,并保持间隙均匀,编制合理的焊接工艺流程,控制变形和翘曲,正确选用焊接电流,合适地掌握焊接速度,采用恰当的运条手法和角度,随时注意适应焊件的坡口变化,以保证焊缝外观成形均匀一致。
2、焊接裂纹
表现:在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏形成的新界面所产生的缝隙,具有尖锐的缺口和大小的长宽比特征。按形态可分为:纵向裂纹、横向裂纹、弧坑裂纹、焊趾裂纹、焊根裂纹、热影响区再热裂纹等。

危害:裂纹是所有的焊接缺陷里危害最严重的一种。它的存在是导致焊接结构失效的最直接的因素,特别是在锅炉压力容器的焊接接头中,因为它的存在可能导致一场场灾难性的事故的发生,裂纹最大的一个特征是具有扩展性,在一定的工作条件下会不断的“生长”,直至断裂。
产生原因及防止措施:
(1)冷裂纹:是焊接头冷却到较低温度下(对于钢来说是Ms温度以下)时产生的焊接裂纹,冷裂纹的起源多发生在具有缺口效应的焊接热影响区或有物理化学不均匀的氢聚集的局部地带,裂纹有时沿晶界扩展,也有时穿晶扩展。这是由于焊接接头的金相组织和应力状态及氢的含量决定的。(如焊层下冷裂纹、焊趾冷裂纹、焊根冷裂纹等)。
产生机理:钢产生冷裂纹的倾向主要决定于钢的淬硬倾向,焊接接头的含氢量及其分布,以及接头所承受的拘束应力状态。
产生原因:
a.钢种原淬硬倾向主要取决于化学成分、板厚、焊接工艺和冷却条件等。钢的淬硬倾向越大,越易产生冷裂纹。
b.氢的作用,氢是引起超高强钢焊接冷裂纹的重要因素之一,并且有延迟的特征。高强钢焊接接头的含氢量越高,则裂纹的敏感性越强。
c.焊接接头的应力状态:高强度钢焊接时产生延迟裂纹的倾向不仅取决于钢的淬硬倾向和氢的作用,还决定于焊接接头的应力状态。焊接时主要存在的应力有:不均匀加热及冷却过程中所产生的热应力、金属相变时产生的组织应力、结构自身拘束条件等。
d.焊接工艺的影响:线能量过大会引起近缝区晶粒粗大,降低接头的抗裂性能;线能量过小,还会使热影响区淬硬,也不利于氢的逸出而增大冷裂倾向。焊前预热和焊后热处理的温度不合适,多层焊的焊层熔深不合适等。
防止措施:
a.选择合适的焊接材料:如优质的低氢焊接材料和低氢的焊接方法。对重要的焊接结构,应采用超低氢、高韧性的焊接材料,焊条、焊剂使用前应按规定烘干。
b.焊前仔细清除坡口周围基体金属表面和焊丝上的水、油、锈等污物,减少氢的来源,以降低焊缝中扩散氢的含量。
c.采用低匹配的焊缝或“软层焊接”的方法,对防止冷裂纹也是有效的。
d.避免强力组装、防止错边、角变形等引起的附加应力,对称布置焊缝,避免焊缝密集,尽量采用对称的坡口形式并力求填充金属减少量,防止焊缝缺陷的产生。
e.焊前预热和焊后缓冷,这不仅可以改善焊接接头的金相组织,降低热影响区的硬度和脆性,而且可以加速焊缝中的氢向外扩散,此外还可以起到减小焊接残余应力的作用。
f.选择合适的焊接规范。焊接速度太快,则冷却速度相应的也快,易形成淬硬组织,若焊接速度太慢,又会导致热影响区变宽,造成晶粒粗大。选择合理的装配工艺和焊接顺序以及多层焊的焊层熔深。
(2)层状撕裂:大型厚壁结构在焊接过程中会沿钢板的厚度方向产生较大的Z向拉伸应力,如果钢中的较多的夹层,就会沿钢板轧制方向出现一种台阶状的裂纹,称为层状撕裂。
产生原因:金属材料的中含有较多的非金属夹杂物,Z向拘束应力大,热影响区的脆化等。
防止措施:选用具有抗层状撕裂能力的钢材,在接头设计和焊接施工中采取措施降低Z向应力和应力集中。
(3)热裂纹:焊缝和热影响区金属冷却到固相线附近的高温区产生的焊接裂纹。沿奥氏体晶界开裂,裂纹多贯穿于焊缝表面,断口被氧化,呈氧化色。常有结晶裂纹、液化裂纹、多边化裂纹等。
产生原因:
a.焊缝的化学元素的影响,主要是硫、磷的影响,易在钢中形成低熔点共晶体,是一种脆硬组织,在应力的作用下引起结晶裂纹。其中的硫、磷等杂质可能来自材料本身,也有可能来自焊接材料中,也有可能来自焊接接头的表面。
b.凝固结晶组织形态也是形成热裂纹的一种重要因素。晶粒越粗大,柱状晶的方向越明显,则产生结晶 裂纹的倾向就越大。也就是焊接线能量越大越易形成热裂纹。
c.力学因素对热裂纹的影响:焊件的刚性很大,工艺因素不当,装配工艺不当以及焊接缺陷等都会导致应力集中而加大焊缝的热应力,在结晶时形成热裂纹。
防止措施:
a.控制焊缝金属的化学成分,严格控制硫、磷的含量,适当提高含锰量,以改善焊缝组织,减少偏析,控制低熔点共晶体的产生。
b.控制焊缝截面形状,宽深比要稍大些,以避免焊缝中心的偏析。
c.对于刚性大的焊件,应选择合适的焊接规范,合理的焊接次序和方向,以减少焊接应力。
d.除奥氏体钢等材料外,对于刚性大的焊件,采取焊前预热和焊后缓冷的办法,是防止产生热裂纹的有效措施。
e.采用碱性焊条,甚至提高焊条或焊剂的碱度,以降低焊缝中的杂质含量,改善偏析程度。
(4)再热裂纹:对于某些含有沉淀强化元素(如Cr、Mo、V、Nb等)的高强度钢和高温合金(包括低合金高强钢、珠光体耐热钢、沉淀强化的高温合金及某些奥氏体不锈钢等)焊接后并无裂纹发生,但在热处理过程中析出沉淀硬化相导致热影响区粗晶区或焊缝区产生的裂纹。有些焊接结构即使焊后消除应力热处理过程中不产生裂纹,而在500℃~600℃的温度下长期运行中也会产生裂纹。这些裂纹统称为再热裂纹。
产生原因:在热处理温度下,由于应力的松驰产生附加变形,同时在热影响区的粗晶区析出沉淀硬化相(钼、铬、钒等的碳化物)造成回火强化,当塑性不足以适应附加变形时,就会产生再热裂纹。
防止措施:
a.控制基体金属的化学成分(如钼、钒、铬的含量),使再热裂纹的敏感性减小。
b.工艺方面改善粗晶区的组织,减少马氏体组织,保证接头具有一定的韧性。
c.焊接接头:减少应力集中并降低残余应力,在保证强度条件下,尽量选用屈服强度低的焊接材料。
3、气孔
焊接时,因熔池中的气泡在凝固时未能逸出,而在焊缝金属内部(或表面)所形成的空穴,称为气孔。
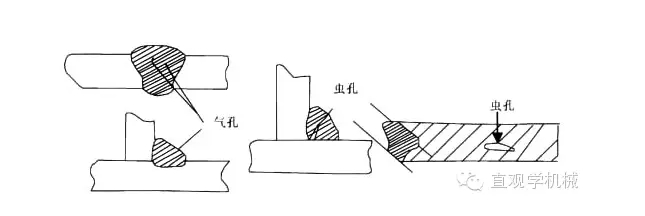
危害:气孔会减小焊缝的有效截面积,降低焊缝的机械性能,损坏了焊缝的致密性,特别是直径不大,深度很深的圆柱形长气孔(俗称针孔)危害极大,严重者直接造成泄漏。
产生原因:
a.焊条或焊剂受潮,或者未按要求烘干。焊条药皮开裂、脱落、变质。
b.基本金属和焊条钢芯的含碳量过高。焊条药皮的脱氧能力差。
c.焊件表面及坡口有水、油、锈等污物存在,这些污物在电弧高温作用下,分解出来的一氧化碳、氢和水蒸气等,进入熔池后往往形成一氧化碳气孔和氢气孔。
d.焊接电流偏低或焊接速度过快,熔池存在的时间短,以致于气体来不及从熔池金属中逸出。
e.电弧长度过长,使熔池失去了气体的保护,空气很容易侵入熔池,焊接电流过大,焊条发红,药皮脱落,而失去了保护作用,电弧偏吹,运条手法不稳等。
f.埋弧焊时,使用过高的电弧电压,网络电压波动过大。
防止措施:
a.焊前一定要将焊条或焊剂按规定的温度和时间进行烘干,并做到随用随取,或取出后放在焊条保温桶中随用随取。
b.应选取药皮不得开裂、脱落、变质、偏心,含碳量低,脱氧能力强的焊条。焊丝表面应清洁,无油无锈。
c.认真清理坡口及两侧,去除氧化物,油脂,水分等。
d.当用碱性焊条施焊时,应保持较低的电弧长度,外界风大时应采取防风措施。
e.选择合适的焊接规范,缩短灭弧停歇时间。灭弧后,当熔池尚未全部凝固时,就及时再引弧给送熔滴,击穿焊接。
f.运条角度要适当,操作应熟练,不要将熔渣拖离熔池。
4、夹渣
焊接后残留在焊缝内部的非金属夹杂物,称为夹渣。立焊和仰焊比平焊容易产生夹渣。
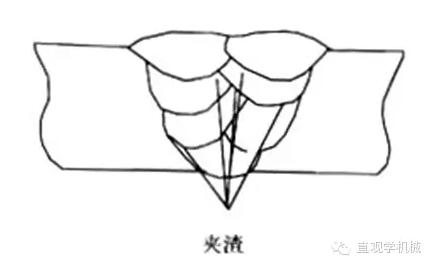
危害:减少焊缝的有效截面积,降低了焊缝的机械性能。
产生原因:
a.焊接过程中,由于焊工工作欠认真,仔细,焊件过缘、焊层之间、焊道之间的熔渣未除干净就继续施焊,特别是碱性焊条,若熔渣未除干净,更易产生夹渣。
b.由于焊条药皮受潮,药皮开裂或变质,药皮成块脱落进入熔池,又未能充分熔化或反应不完全,使熔渣不能浮出熔池表面,造成夹渣。
c.焊接时,焊接电流太小,熔化金属和熔渣所得到的热量不足,流动性差,再加上这时熔化金属凝固速度快,使得熔渣来不及浮出。
d.焊接时,焊条角度和运条方法不恰当,熔渣和铁水分辨不清,把熔渣和熔化金属混杂在一起。焊缝熔宽忽宽忽窄,熔宽与熔深之比过小,咬边过深及焊层形状不良等都夹渣。
e.坡口设计、加工不当也导致焊缝夹渣。
f.基体金属和焊接材料的化学成分不当。如当熔池中含氧、氮、硫较多时,其产物(氧化物、氮化物、硫化物等)在熔化金属凝固时,因速度较快来不及浮出,就会残留在焊缝中形成夹渣。
防止措施:
a.认真清除锈皮和焊层间的熔渣,将凸凹不平处铲平,然后才能进行下一遍焊接。
b.选用具有良好工艺性能的焊条,选择合适的焊接电流,能改善熔渣上浮的条件,有利于防止夹渣的产生。遇到焊条药皮成块脱落时,必须停止焊接,查明原因并更换焊条。
c.选择适当的运条角度,操作应熟练,使熔渣和液态金属良好地分离。
5、未焊透
焊接时接头根部未完全熔透的现象。对接焊缝也指焊缝未达到设计要求的现象。
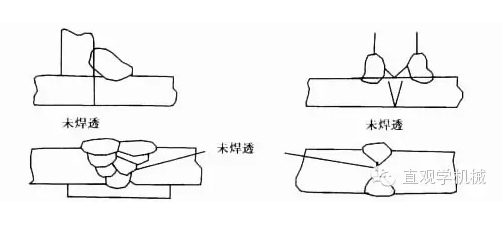
危害:明显地减小了焊缝的有效截面积,降低了焊接接头的机械性能,由于未焊透处存在缺口及“末端尖劈”,会造成严重的应力集中现象,故在承载后,极易在此处引起裂纹。
产生原因:
a.坡口角度小,钝边过大,装配间隙小或错边,所选用的焊条 直径过大,使熔敷金属送不到根部。
b.焊接电流太小,焊接速度太快,由于电弧穿透力降低使得熔池变浅而造成。
c.由于操作不当,使熔敷金属未能送到预定位置,或由于电弧的磁偏吹使热能散失,该地方电弧作用不到,或者单面焊双面成形的击穿焊由于电弧燃烧时间短或坡口根部未能形成一定尺寸的熔孔而造成未焊透。
防止措施:
a.选择合适的坡口角度,装配间隙及钝边尺寸,并防止错边。
b.选择合适的焊接电流,焊条直径,运条角度应适当。如果焊条药皮厚度不均产生偏弧时,应及时更换。
c.掌握正确的焊接操作方法,对手工电弧焊的运条和氩弧焊焊丝的送进应稳、准确。熟练地击穿,尺寸适宜的熔孔,应把熔敷金属送至坡口根部。
6、未熔合
熔焊时,焊道与母材之间或焊道之间未能完全熔化熔化结合在一起的部分,称为未熔合。也称为“假焊”常见的未熔合部位有三处;坡口边缘未熔合、焊缝金属层间未熔合。
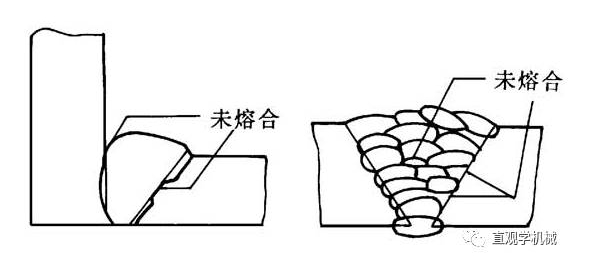
危害:是一种比较危险的焊接缺陷,焊缝出现间断和突变部位,使得焊接接头的强度大大降低。未熔合部位还存在尖劈间隙,承载后应力集中严重,极易由此处产生裂纹。
产生原因:
a.电流不稳定,电弧偏吹,使得偏离部位(如母材或上一道焊层)所得到的热能不足以熔化基体金属或上道焊层的熔敷金属。
b.在坡口或上一层焊缝的表面有油、锈等脏物,或存在熔渣及氧化物,阻碍了金属的熔合。
c.焊接电流过大,焊条熔化过快、坡口母材金属或前一层焊缝金属未能充分熔化,熔敷金属却已复盖上去了,造成“假焊”。
d.在横焊时,由于上侧坡口金属熔化后产生下坠,影响下侧坡口面金属的加热熔化,造成“冷接”。
e.横焊操作时在上、下坡口面击穿顺序不对,未能先击穿下坡口后击穿上坡口,或者在上、下坡口面上击穿孔位置未能错开一定距离,使上坡口熔化金属下坠产生粘接,造成未熔合。
防止措施:
a.焊条或焊炬的倾斜角度要适当,并注意观察坡口两侧母材金属的熔化情况。
b.选用稍大的焊接电流或火焰能率,以使基体金属或前一道焊层金属充分熔化。
c.当焊条偏弧时,应及时调整焊条角度,或更换焊条,使电弧始终对准熔池。
d.对坡口表面和前一层焊道的表面,应认真进行清理,使之露出金属光泽后再施焊。
e.横焊操作时,掌握好上、下坡口面的击穿顺序和保持适宜的熔孔位置和尺寸大小。气焊和氩弧焊时,焊丝的送进就熟练地从熔孔上坡口拖到下坡口。
7、咬边
在焊缝金属与基体金属交界处,沿焊趾的母材部位,金属被电弧烧熔后形成的凹槽,称为咬边。
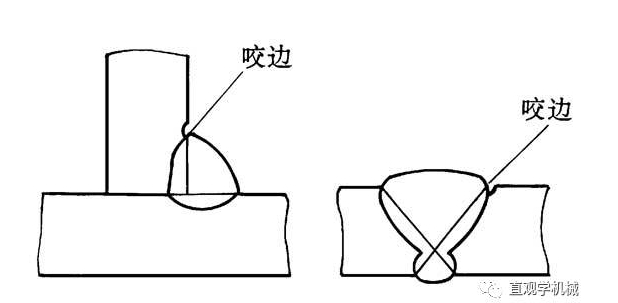
危害:咬边减少了基本金属的有效截面,直接削弱了焊接接头的强度,在咬边外,容易引起应力集中,承载后可能在此处产生裂纹。
产生原因:
a.焊接电流过大,电弧过长,运条角度不适当等。焊缝部位不平等。
b.运条时,电弧在焊缝两侧停顿时间短,液态金属未能填满熔池。横焊时在上坡口面停顿的时间过长,以及运条、操作不正确也会造成咬边。
c.埋弧焊时主要是焊接电流过大,焊接速度过快,焊丝角度不当造成的。
防止措施:
a.选择适宜的焊接电流,运条角度,进行短弧操作。
b.焊条摆动至坡口边缘,稍作稳弧停顿,操作应熟练、平稳。
c.埋弧焊的焊接工艺参数要选择适当。
8、夹钨
在手工钨极氩弧焊时,由于钨极强烈发热,钨极端部熔化、蒸发,或因钨极与焊件接触,使钨过渡到了焊缝中。
危害:焊缝的机械性能,特别是韧性和塑性下降。
防止措施:选用直径大小适宜的钨极,并配合适当的电流,使氩气可靠地保护钨极端部,以防止钨极烧损,采用短弧操作,并应及时修磨钨极端部。
9、夹珠
如果焊接规范不合理,或焊工操作不当,会有金属飞溅物或孤立的单个金属熔滴飞出熔池,落到其它已经冷却但尚未焊完的焊道上,这些飞溅物和熔滴不可能 与已冷却的焊道自行熔合。而只是粘附在原焊缝表面,而且,这些金属飞溅物和熔滴的表面上,也可能还复盖有熔渣,如果在焊接下一层焊道就会被夹入焊缝中,形成“夹珠”。
防止措施:选择合适的焊接规范,提高焊工的焊接技术水平,严格执行焊接操作规程。在每一层焊道施焊前,仔细地清理原焊缝表面的熔渣、熔滴和飞溅物等杂物。适当加大焊接电流,减慢焊接速度,可使粘附在原焊缝表面的飞溅、熔滴等物熔化。
10、凹陷
焊道中心部的金属低于焊道边缘和母材表面的现象称为凹陷。
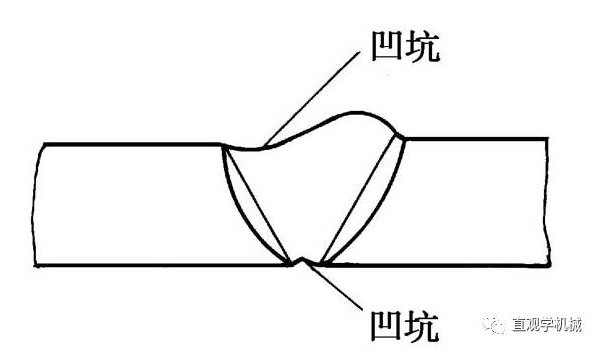
危害:减小了基本金属的有效截面,造成焊接接头处所受的应力不均匀,直接削弱了焊接接头的强度,并有应力集中倾向。
产生原因:
a. 装配间隙过大,钝边偏小,熔池体积较大,液态金属因自重产生下坠。
b.焊条直径或焊接电流偏大,灭弧慢或连弧焊接使熔池温度增高,冷却慢,导致熔池金属重力增加而使表面张力减小。
c.运条角度不当,减弱了电弧对熔池金属的压力或焊条未运送到坡口根部。
防止措施:
a.在进行单面焊双面成形焊接时,要选择合适的坡口钝边、角度、间隙。操作要熟练、准确。
b.严格控制击穿的电弧加热时间及运条角度,熔孔大小要适当,采用短弧施焊。
11、满溢
熔焊金属流淌而出敷盖在焊道两侧的母材金属上,称为满溢。
危害:满溢的焊接接头,在焊缝金属与未熔母材金属的交界处,存在一个犹如人工预制的裂口,承载后应力集中现象十分严重,极易扩展成裂纹。
产生原因:主要是坡口边缘的污物没有清除干净,焊接电流过大,焊条金属熔化了,而母材金属还没有充分熔化,也容易产生满溢。
防止措施:采用合适的焊接 规范施焊,焊前要清理干净坡口及附近的表面。
12、焊瘤
在焊接过程中,液态金属流淌到焊缝之外形成的金属瘤,称为焊瘤。

危害:影响了焊缝表面的美观,会造成应力集中现象,在焊瘤下面,常有未焊透缺陷存在,在焊瘤附近,容易造成表面夹渣,在管道内部的焊瘤,还会影响管内的有效截面积,甚至造成堵塞。
产生原因:
a.由于钝边薄,间隙大,击穿熔孔尺寸大。
b.由于焊接电流过大,击穿焊接时电弧燃烧、加热时间长,造成熔池温度增高。熔池体积增大中,液态金属因自身重力作用下坠而形成的焊瘤。
c.操作运条或送焊丝动作不熟练,焊条或焊丝与焊炬角度不适当。
d.焊接速度过慢。
防止措施:
a.选择适宜的钝边尺寸和装配间隙,控制熔孔大小并均匀一致。掌握电弧燃烧和熄灭的时间。
b.选择合理的焊接规范,击穿焊接电弧加热时间不可过长,操作应熟练自如,运条角度适当。
13、弧坑
电弧焊时,由于断弧或收弧不当,在焊缝末端(熄弧)处,形成低于母材金属表面的凹坑,称为弧坑。
危害:焊缝该处的强度大削弱,易在弧坑处引发其它微裂纹、气孔等缺陷,该处易引起应力集中。
产生原因:熄弧时间过短,或焊接突然中断,薄板焊接时,焊接电流过大,埋弧焊时,没有分两步按下“停止”按钮。
防止措施:焊缝结尾应在收弧处作短时间停留或作几次环形运条,以便继续填加一定量的熔化金属。埋弧焊时,应分两次按“停止”按钮(先停止送丝,后切断电源),重要的结构应设置引弧板和熄弧板。
14、电弧擦伤
电弧焊时,在坡口外母材上引弧或打弧产生的局部损伤(弧痕),称为电弧擦伤。
危害:电弧擦伤处,由于冷却速度快,容易造成表面脆化,可能 成为引起焊件脆断的原因。
防止措施:要保证焊接二次线路完好,焊工操作应熟练准确。
15、明冷缩孔
熔化金属在凝固过程中收缩而产生的孔穴,称为冷缩孔。
产生原因:施焊时灭弧快,由于母材金属的热传导作用,熔池中靠近坡口两侧熔化金属快速冷却、凝固,而熔池中部冷却较慢。从而产生一种“横向冷却收缩”现象。
防止措施:应注意在熄地不要太突然或太快,更换焊条时,要填满熔池然后灭弧,还可采用两点击穿法施焊,以防止冷却速度过快。
16、烧穿
焊接过程中,在焊缝的某处或多处形成的穿孔称为烧穿。

产生原因:焊接电流过大,焊接速度过慢,坡口间隙过大,都可能产生烧穿。
防止措施:选择合适的焊接电流,选择合适的坡口角度和装配间隙。
17、过烧
焊缝金属在焊接过程中受热时间过长,造成晶粒粗大,金属变脆,晶粒边界被激烈氧化,焊缝“发渣”,金属表面变黑并起氧化皮,这种现象称为过烧。
产生原因:焊接速度太慢,焊炬在某处的停留时间太长。焊工操作手法欠熟练。
防止措施:焊接速度放快一些,焊炬停留时间尽量均衡。
以上就是100唯尔(100vr.com)小编为您介绍的关于电焊的知识技巧了,学习以上的电焊老师傅辞职了,留下焊接缺陷超声图谱,叮嘱我要给你一份知识,对于电焊的帮助都是非常大的,这也是新手学习加工制造所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问电焊课程推荐














加工制造热门资料

加工制造技术文档


推荐阅读



















