普通车床知识| 车削加工很平常,但不注意这些还真不行!
车削加工很平常,但不注意这些还真不行!

一、车削加工
就是在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。
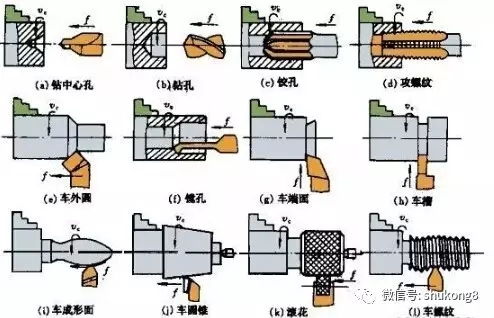
车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法。车削加工的切削能主要由工件而不是刀具提供。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。
在各类金属切削机床中,车床是应用最广泛的一类,约占机床总数的50%。车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。按工艺特点、布局形式和结构特性等的不同,车床可以分为卧式车床、落地车床、立式车床、转塔车床以及仿形车床等,其中大部分为卧式车床。
二、安全技术问题
车削加工在机器制造行业中是使用得最为广泛的一种,车床的数量大、人员多、加工范围广,使用的工具、卡具又很繁多、所以车削加工的安全技术问题,就显得特别重要,其重点工作如下:
1、切屑的伤害及防护措施。
车床上加工的各种钢料零件韧性较好,车削时所产生的切屑富于塑性卷曲,边缘比较锋利。在高速切削钢件时会形成红热地、很长的切屑,极易伤人,同时经常缠绕在工件、车刀及刀架上,所以工作中应经常用铁钩及时清理或拉断,必要时应停车清除,但绝对不许用手去清除或拉断。
为防止切屑伤害常采取断屑、控制切屑流向措施和加设各种防护挡板。断屑的措施是在车刀上磨出断屑槽或台阶;采用适当断屑器,采用机械卡固刀具。
2、工件的装卡。
在车削加工的过程中,因工件装卡不当而发生损坏机床、折断或撞坏刀具以及工件掉下或飞出伤人的事故为数较多。所以,为确保车削加工的安全生产,装卡工件时必须格外注意。
对大小、形状各异的零件要选用合适的卡具,不论三爪、四爪卡盘或专用卡具和主轴的联接必须稳固可靠。对工件要卡正、卡紧,大工件卡紧可用套管,保证工件高速旋转并切削受力时,不移位、不脱落和不甩出。必要时可用顶尖、中心架等增强卡固。卡紧后立即取下搬手。
3、安全操作。
工作前要全面检查机床,确认良好方可使用。工件及刀具的装卡保证位置正确、牢固可靠。加工过程中,更换刀具、装卸工件及测量工件时,必须停车。工件在旋转时不得用手触摸或用棉丝擦拭。要适当选择切削速度、进给量和吃力深度,不许超负荷加工。
床头、刀架及床面上不得放置工件、工卡具及其他杂物。使用锉刀时要将车刀移到安全位置,右手在前,左手在后,防止衣袖卷入。机床要有专人负责使用和保养,其他人员不得动用 。
三、注意事项
数控车床加工的工艺与普通车床的加工工艺类似,但由于数控车床是一次装夹,连续自动加工完成所有车削工序,因而应注意以下几个方面。是机械加工的一部分。车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。
1、合理选择切削用量:
对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。
伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,刀具寿命会减少1/2。进给条件与刀具后面磨损关系在极小的范围内产生。但进给量大,切削温度上升,后面磨损大。它比切削速度对刀具的影响小。切深对刀具的影响虽然没有切削速度和进给量大,但在微小切深切削时,被切削材料产生硬化层,同样会影响刀具的寿命。
用户要根据被加工的材料、硬度、切削状态、材料种类、进给量、切深等选择使用的切削速度。最适合的加工条件的选定是在这些因素的基础上选定的。有规则的、稳定的磨损达到寿命才是理想的条件。
然而,在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表面质量、切削噪声、加工热量等有关。在确定加工条件时,需要根据实际情况进行研究。对于不锈钢和耐热合金等难加工材料来说,可以采用冷却剂或选用刚性好的刀刃。
2、合理选择刀具:
(1)粗车时,要选强度高、耐用度好的刀具,以便满足粗车时大背吃刀量、大进给量的要求。
(2)精车时,要选精度高、耐用度好的刀具,以保证加工精度的要求。
(3)为减少换刀时间和方便对刀,应尽量采用机夹刀和机夹刀片。
3、合理选择夹具:
(1)尽量选用通用夹具装夹工件,避免采用专用夹具;
(2)零件定位基准重合,以减少定位误差。
4、确定加工路线:
加工路线是指数控机床加工过程中,刀具相对零件的运动轨迹和方向。
(1)应能保证加工精度和表面粗糙要求;
(2)应尽量缩短加工路线,减少刀具空行程时间。
5、加工路线与加工余量的联系:
目前,在数控车床还未达到普及使用的条件下,一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。
6、夹具安装要点:
目前液压卡盘和液压夹紧油缸的连接是*拉杆实现的,液压卡盘夹紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下拉管,并从主轴后端抽出,再用搬手卸下卡盘固定螺钉,即可卸下卡盘。
(来源:网络)
以上就是100唯尔(100vr.com)小编为您介绍的关于普通车床知识的知识技巧了,学习以上的普通车床知识| 车削加工很平常,但不注意这些还真不行!知识,对于普通车床知识的帮助都是非常大的,这也是新手学习数控专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问普通车床知识课程推荐

















数控专业技术文档


推荐阅读