线切割加工师傅不会传授你的:锥度加工方法与技巧
能进行高精度锥度加工是数控慢走丝线切割机床的明显优势之一。加工有锥度的模具零件是较难掌握的技术,本文重点分析如何保证切割零件的锥度与尺寸精度。(请注意,这些资料是工厂里大师傅互不传授的技术,或者说一些大师傅也是一知半解。)

1 锥度加工的几何原理及规律
数控慢走丝线切割机床的上、下导丝嘴两点形成一条直线,以下导丝嘴为X、Y轴固定点,上导丝嘴随U、V轴的移动产生锥度,U、V轴移动距离越大,产生的锥度就越大,锥度加工示意图如图1所示。 下导丝嘴平面为X、Y平面,上导丝嘴平面为U、V平面,工作台面为程序轨迹平面。在切直身零件(不带锥度)时,电极丝在这3个平面坐标点的垂直投影是重叠的,加工时机床显示的X、Y坐标值与程序中的坐标值相同,因此通常忽略了这3个平面的存在。但锥度加工时,处于不同高度的3个平面上的电极丝处于不同的坐标位置,机床执行加工时X、Y坐标值与程序轨迹的X、Y坐标值不同。

在图1中,机床将上喷嘴底部与工作台面的重叠面默认为机械坐标Z轴的零点,上喷嘴在不同的高度会有不同的Z0值。ZSD与ZID为预设值,可以通过调整这2个数值来修正锥度。
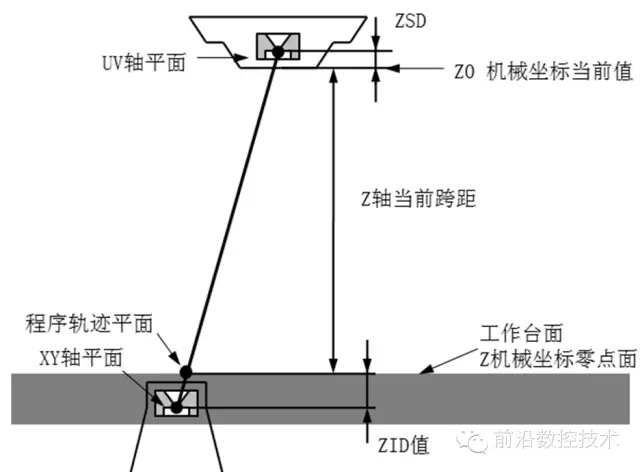
ZSD:上导丝嘴到上喷嘴底部的距离
ZID:下导丝嘴到工作台面的距离
图1 锥度加工示意图
锥度加工时,机床X、Y与U、V轴坐标计算示意图如图2所示。已知ZSD、ZID、Z0值、切割锥度ß及程序面X值。
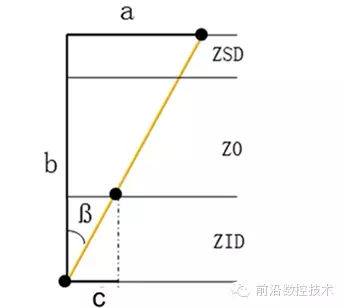
图2 机床X、Y与U、V轴坐标计算示意图
计算X轴实际坐标值:
c = ZID×tanß
X轴实际坐标值 = 程序面X值- c
计算U轴实际坐标值:
b = ZSD + Z0 + ZID
U轴实际坐标值a = b×tanß
根据锥度加工的计算原理,可以得知在Z0与设定角度没有改变的情况下,修改ZID值或者ZSD值,将会导致切割锥度与程序面尺寸发生以下变化:
ZSD值的变化影响切割角度。将ZSD值增大,那么机床数控系统会认为高度增加了,而此时实际高度并未发生变化,但U、V轴移动距离会变大,将导致切割角度增大。
ZID值的变化影响程序面尺寸与切割角度。将ZID值增大,那么机床认为高度增加了,而此时实际高度并未发生变化,但U、V轴移动距离会变大,也就影响切割角度增大;同时机床认为工作台面与下导丝嘴的距离增加了,X、Y轴移动距离会变大,在切割上小下大的凸模时,将导致程序面尺寸变大。
2 锥度加工的修正
在加工高精度锥度零件之前,需要应用三角函数关系对机床的锥度参数进行严格的修正。
2.1 锥度加工的修正步骤
根据锥度加工尺寸与锥度的变化规律,可以利用ZSD值来修正锥度,利用ZID值来修正程序面尺寸。在切割锥度零件之前,切割一个凸模(上小下大),测量实际锥度值与程序面尺寸。据此来进行机床ZSD、ZID参数的修正。修正参数的计算过程分为2个步骤,首先应选择修正ZSD值,然后再修正ZID值。修正ZID值时,会影响高度参数变化从而影响了锥度,必须把修正值附加在ZSD上,使高度参数不变锥度才不会发生改变。换言之,如果ZID增加一值后,ZSD应减去这一值。执行以上2个试切步骤即可切割出尺寸、角度符合要求的零件。
步骤一:修正ZSD,得到准确的锥度。
修正ZSD示意图如图3所示。已知ZSD、ZID、Z0、理论角度值α、角度测量θ值,求修正锥度的Modif ZSD值。
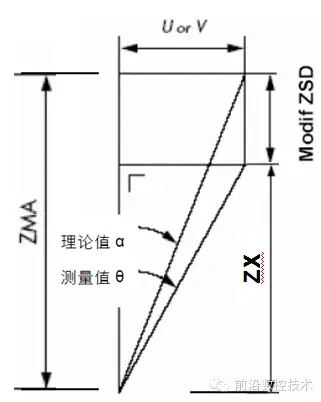
ZMA:理论的Z向距离
ZX:实际的Z向距离
UorV:实际的UorV距离
图3 修正ZSD示意图
Modif ZSD=ZMA-ZX
ZMA=ZSD+Z0+ZID
ZX=UorV/tanθ
UorV=ZMA* tanα
Modif ZSD=(ZSD+Z0+ZID)-(ZSD+Z0+ZID)* tanα/ tanθ
Modif ZSD是一无正负的值,当切割的锥度偏小时,将ZSD值增加Modif ZSD,当切割的锥度偏大时,将ZSD值减少Modif ZSD 。
步骤二:得到准确的程序面尺寸并保证锥度。
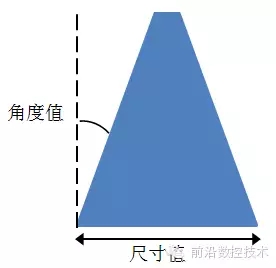
修正ZID示意图如图4所示。已知理论值角度α、程序尺寸P、测量尺寸M,求修正程序面尺寸的Modif ZID值。
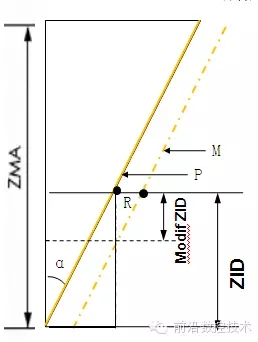
图4 修正ZID示意图
Modif ZID = R / tanα
R = P-M
Modif ZID=(P-M) / tanα
Modif ZSD是一无正负的值,当程序面尺寸偏小时,将ZID值增加Modif ZID,当程序面尺寸偏大时,将ZID值减少Modif ZID。
调整ZID值后,为了保持ZMA高度不变,当ZID值增加Modif ZID时,ZSD减少Modif ZID,当ZID值减少Modif ZID时,ZSD增加Modif ZID。
2.2 锥度加工修正实例
根据以上2个步骤的修正公式来做锥度加工修正。试切一个锥度零件,相关数据如下:
工件厚度:30.08mm
ZSD值5.274;ZID值11.494;Z0值30.912;
主程序面尺寸6.0mm,锥度单边4°;
实测结果:尺寸5.978mm,锥度单边3.95°
(1)调整ZSD来修正锥度:
Modif ZSD=(ZSD+Z0+ZID)-(ZSD+Z0+ZID)*tan4/tan3.95
=(5.274+30.912+11.494)-(5.274+30.912+11.494)* tan4/tan3.95
=-0.605mm
锥度偏小,需要将ZSD增加Modif ZSD。
修正后ZSD =5.274+0.605=5.879mm
(2)调整ZID来修正主程序面尺寸:
Modif ZID =(6-5.978)/2/tan4=0.1573mm
主程序面尺寸偏小,ZID需要增加Modif ZID,相应的ZSD要减小Modif ZID。
修正后ZID =11.494+0.1573=11.651mm
修正后ZSD =5.879-0.1573=5.722mm
(3)将修正后的参数输入机床页面ZSD、ZID选项,点击保存即可。
再切割一个锥度件时,得到的程序面尺寸与角度值都已经比较精确。
3.3 锥度修正器的应用
锥度加工进行ZSD与ZID值修正的计算过程繁琐,而且容易出错。为了简化工作难度,提出了利用EXCEL软件功能自动计算修正值的方法(见图5)。制作的修正器只需要输入锥度加工的已知信息,表格中设定了计算公式,此方法极大地简化了锥度加工的修正过程,安全可靠。
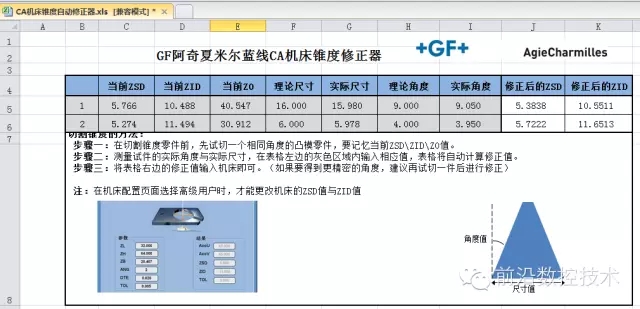
图5 锥度修正器页面
表格中设定的公式为:
“修正后的ZSD”=(C5+D5+E5)*TAN(RADIANS(H5))/TAN(RADIANS(I5))-(C5+D5+E5)+
C5-(F5-G5)/2/TAN(RADIANS(H5))
“修正后的ZID” =(F5-G5)/2/TAN(RADIANS(H5))+D5
3 锥度加工程序及加工设定
3.1 锥度加工程序类型
一般认为,锥度加工分为固定锥度加工与上下异形锥度加工两类。
固定锥度加工指锥度是一定的,且其上、下表面具备相似的表面形状。有圆角时,上、下轮廓圆角的半径不同,这是因为在圆角处X、Y、U、V四轴均匀运动。固定锥度加工的CAM编程比较简单,设定主程序面的二维图形,再输入斜度即可,程序中的G51或者G52指令控制电极丝向指定方向倾斜指定角度的加工。
固定锥度加工零件如图6所示。
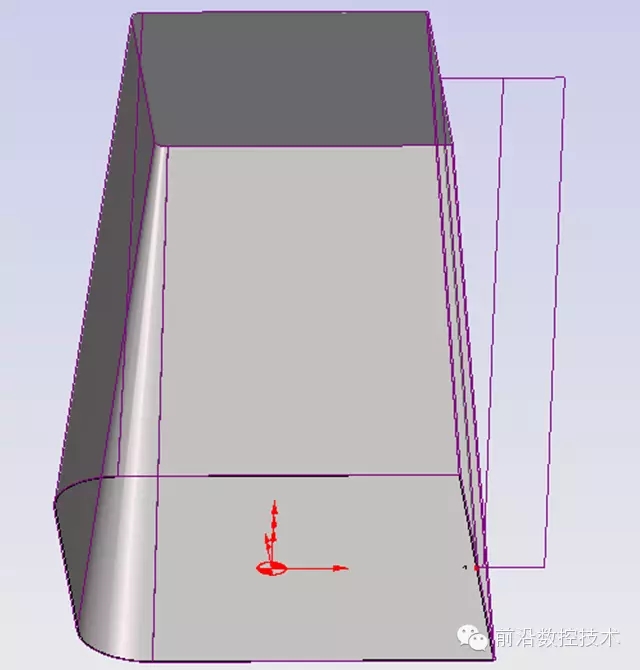
图6 固定锥度加工零件
上、下异形锥度加工就是上、下程序面的形状是不相同的,加工中由X、Y、U、V四轴不均匀运动的一种切割方式,可分为上下同R切割、变斜度切割和上、下轮廓相异切割3种方式。其中,上、下同R是指上、下轮廓面的圆角大小相等,变斜度是指不同几何元素的锥度可以各不相同,上、下轮廓相异是指上、下端面轮廓几何元素的数目不需要相同。
变斜度加工与上、下同R切割的CAM编程,指定相应元素的斜度或者指定上、下相同的圆角半径即可。上、下轮廓相异切割的CAM编程需要分别选取X、Y主程序面与U、V辅程序面。
通常情况下,变斜度加工与上、下同R切割程序中的G51或者G52指令控制电极丝向指定方向倾斜指定角度的加工。上、下轮廓相异切割的程序通常是使用G61指令打开上、下异形功能,主程序面形状代码与辅程序面形状代码用区分符号“:”隔开, “:”左侧为主程序面形状,“:”右侧为辅程序面形状。不同编程软件的CAM后处理器产生的程序会有差异,变斜度加工与上、下同R切割程序也有使用G61指令格式的;上、下轮廓相异切割的程序也有使用G74指定U、V坐标格式的。
变锥度与上、下同R加工零件如图7所示:
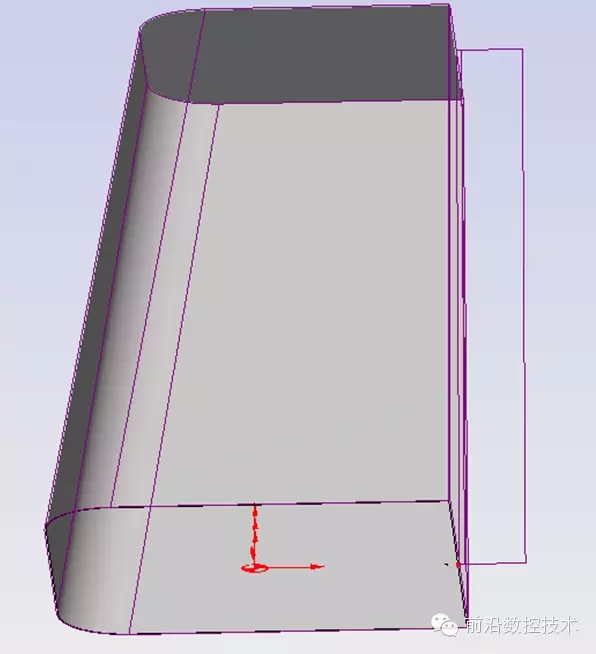
图7 变锥度与上、下同R加工零件
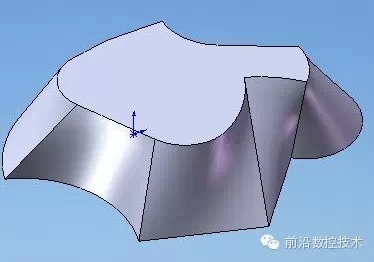
上下异形加工零件如图8所示:
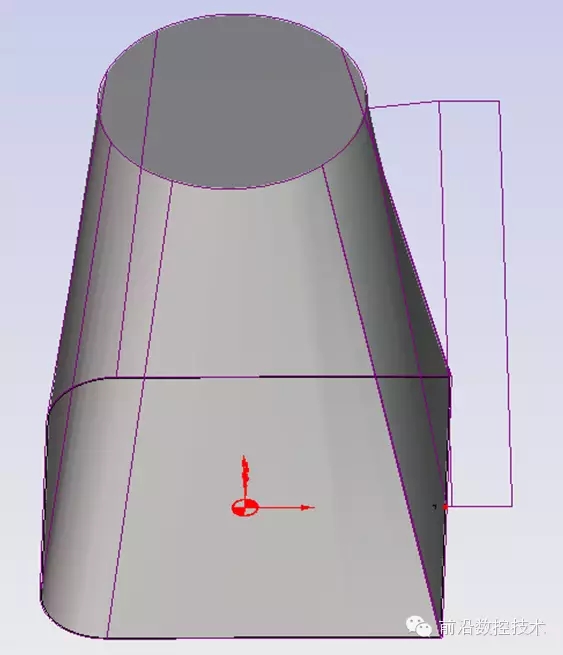
图8 上下异形加工零件
4.2 锥度加工设定
锥度加工要根据生成的程序类型在机床的相关设定项(见图9)中进行正确设定。涉及锥度加工的设定参数主要包括工件高度与主程序面高度。工件高度指的是工件主程序面位置至辅程序面位置之间的距离。主程序面高度指的是工作台面至主程序面之间的距离。这2个参数需要正确设定,否则会影响锥度零件尺寸、锥度的精度。
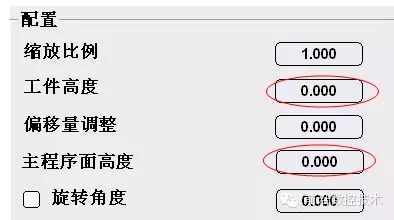
图9 机床相关设定项
程序由G51或者G52指令控制锥度加工,机床加工始终是根据主程序轮廓与Z轴位置坐标进行U、V坐标计算,与实际的工件高度无关,故锥度加工时通常不需要对工件高度进行设定。有时候设定工件高度是为了在机床上看到较真实的图形,有时候也可以避免机床提示的过切报警。此时设定的工件高度不影响加工尺寸与锥度精度。
程序由G61或者G74指令控制上、下异形锥度加工,编程时指定了主程序面、辅程序面的轮廓及工件高度。机床加工时根据2个程序面与Z轴位置坐标进行U、V坐标计算,与工件高度有直接的关系,应在设定项里指定编程时设定的工件高度。
锥度零件加工时,有时由于工件安装底部不能与工作台平面重合而被抬高了一定的距离,或者零件本身带有刃口、主程序面不在底部,为了保证程序面的尺寸,针对这些情况应该设定正确的主程序面高度值。
4 锥度零件切割的工艺技巧
锥度加工中由于高压冲液不能有效地冲入切缝,加工屑不能有效排出,因此锥度切割的效率比无锥度切割相比要低得多,锥度越大差别越大。如果不降低放电能量,容易发生断丝,故应优先降低P值,如果此值降低幅度较大仍断丝,可考虑降低I值,直至不断丝。由于冲液状态不好,应尽可能保证上、下喷嘴贴面加工,并检查上、下喷嘴帽是否损坏,如损坏则需及时更换。
锥度加工前,要使用丝找器找正电极丝的垂直度,尽量不要使用火花找正电极丝垂直度的方法。如果电极丝垂直度误差较大,将会导致工件在各个方向的锥度角不一致的情况。
为了保证锥度加工表面的效果,多次切割时,前几次切割之间的余量要比无锥度加工要多预留一些,确保安全可靠,最后精修时可以少留一些余量,否则切割表面会出现条纹。使用ϕ 0.2 mm的黄铜丝切割高度50 mm的模具钢,切一修三的条件下达到同样的表面粗糙度值,设定的加工余量不同,其加工余量设定对比如下表所示。
有无锥度加工余量设定对比(mm)
|
锥度为0° |
锥度为10° |
|||
|
补偿量 |
余量 |
补偿量 |
余量 |
|
|
主切 |
0.198 |
0.059 |
0.212 |
0.067 |
|
修一 |
0.139 |
0.028 |
0.145 |
0.037 |
|
修二 |
0.111 |
0.006 |
0.108 |
0.003 |
|
修三 |
0.105 |
0 |
0.105 |
0 |
当切割的锥度角大于10°,使用通用的黄铜丝在加工过程中容易发生断丝、切割表面出现条纹等异常情况,使用柔性更好的软黄铜丝可以获得明显的改善效果。
切割带有刃口的落料模,切割的锥角很小时,容易出现刃带不齐的问题,应该减少切割的尺寸误差,多精修几次,就切割次序而言,应先切直身的部分再切锥度。锥度零件带有小圆角时,在编程时应对这些小圆角采用上下同R的处理,避免过切导致零件的角部缺陷。
5 结束语
通过对电火花线切割锥度加工进行详细分析,总结了锥度加工误差的修正步骤,提出了利用EXCEL软件功能自动计算修正值的方法制作修正器,简化了锥度修正计算的过程,并结合实践总结了锥度切割的技巧,对实际生产具有指导意义。数控慢走丝线切割加工是一件实践性很强的工作,需要在实践中不断探索,只有掌握好一定的工艺技巧,才能加工出高精度的锥度零件。
本文经作者授权:《模具工业》, ①广西南宁职业技术学院,梁庆;②北京阿奇夏米尔技术服务有限责任公司,伍端阳
以上就是100唯尔(100vr.com)小编为您介绍的关于线切割的知识技巧了,学习以上的线切割加工师傅不会传授你的:锥度加工方法与技巧知识,对于线切割的帮助都是非常大的,这也是新手学习数控专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问线切割课程推荐

















数控专业技术文档


推荐阅读