【技术培训】化工设备要体检?7种无损检测方法保安全
常期处于高压,有腐蚀性介质的状态下的压力容器,一直是安全生产关注的重中之重。你们厂里的压力容器安全吗?小七今天为大家带来了压力容器的无损检测方法。一起来看看!

照片来源:武汉市锅炉压力容器检验研究所
为什么要进行无损检测?
无损检测是发现安全隐患最直接且有效的方法之一。最大特点是不会破坏被测物体,且灵敏度高,可以探测肉眼无法观察的细小缺陷及内部缺陷。
何时需要进行无损检测?
-
在制造压力容器阶段。
-
使用后,定期安全检查。
-
改进生产工艺时,了解制作工艺是否适宜。
什么是无损检测?
利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测其是否存在缺陷,并给出缺陷的大小、位置、性质和数量等信息,由此,进行判定被检对象的技术状态,即是否合格、剩余寿命等。
常用哪些无损检测方法呢?

磁化试件后,试件的缺陷处会吸引磁粉,由此,我们便可观察到细微的缺陷。
铁磁性材料在磁化后内部产生很强的磁感应强度,磁力线密度增大几百倍到几千倍,如果材料中存在不连续(主要包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线会发生畸变,部分磁力线就有可能溢出材料表面,从空间穿过,形成漏磁场,漏磁场的局部磁极能够吸引铁磁物质。
-
适宜铁磁材料检测,不能用于非铁磁材料检测。
-
可以检出表面和近表面缺陷,不能用于检查内部缺陷。
-
检测灵敏度很高,可以发现极细小的裂纹以及其他缺陷。
-
检测成本低,速度快。
-
工件的形状和尺寸有时对检测有影响,因此难以磁化而无法检测。
通过测量构件磁化状态来推断其应力集中区。
压力容器在运行过程中受介质、压力和温度等因素的影响,易在应力集中较严重的部位产生应力腐蚀开裂、疲劳开裂和诱发裂纹,在高温设备上还容易产生蠕变损伤。
同样是利用漏磁场原理,采用磁记忆检测仪对压力容器焊缝进行快速扫查,从而发现焊缝上存在的应力峰值部位。
可准确探测出应力集中区
利用地磁场直接磁化,不需专门的磁化设备。
不需对被检设备表面进行清理。
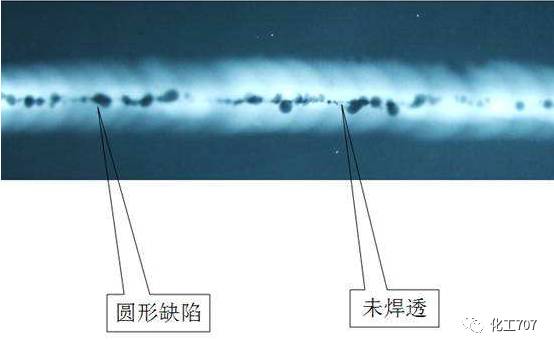
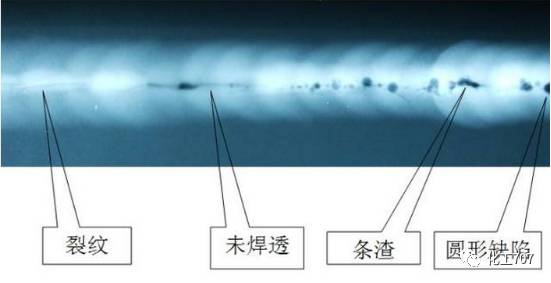
在压力容器的检测中,应用比较广泛的射线检测是射线照相法。

用X射线或γ射线穿透试件,探测缺陷,并通过胶片记录。
众所周知,X射线和γ射线具有很强的穿透能力,照在物体上时,仅仅会有一部分能量被物体吸收掉,大部分可以透过物体,该测试正是利用这一特性,即到达胶片上射线的量的差异,形成黑白不同的影像。
密度高的地方,射线被吸收的多,照片上呈白影。反之,密度低的地方,射线被吸收的少,照片上呈黑影。
-
检测焊缝内部埋藏的缺陷。
-
对于超声检测发现的缺陷,一般会用射线进行复检。
-
对体积型缺陷(如气孔、夹渣等)检出率很高。
-
对面积型缺陷(如裂纹、未熔合等)如照相角度不适当,容易漏检。
-
适宜检验对接焊缝。
-
检验角焊缝效果较差。
-
不适宜检验板材、棒材、锻件等。
通常X射线检测厚度较小的压力容器,用γ射线检测人体不能进入的多层包扎的压力容器和球形的压力容器。
-
可以获得缺陷的直观图像,定位准确。
-
检测结果可直接记录,可长期保存。
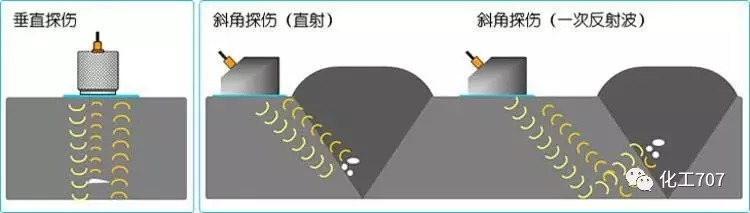
在压力容器的检测中,应用比较广泛的超声检测是脉冲发射法。
向试件发射超声波,当超声波遇到不同介质交界面会产生反射,根据回波来检测缺陷情况。
超声波是一种高频声波,波长比一般声波要短。当超声波从一种介质入射至另一声阻抗不同的介质时(声阻抗即通过介质遇到的阻力),两种介质的界面会产生反射现象。就是利用超声波的这一现象实现了脉冲发射法。

-
用于检测焊缝内部埋藏缺陷、焊缝内表面裂纹、压力容器锻件及高压螺栓可能出现裂纹。
-
与上面提到的射线检测相反,超声检测对于面积型的缺陷(如裂纹、未熔合等)检出率更高。
-
对体积型缺陷(如气孔、夹渣等)检出率比较低(焊缝薄的除外)。
-
适宜检验厚度较厚的工件。
-
检验成本低、速度快,检测仪器体积小、重量轻,现场使用比较方便。
-
无法得到缺陷直观图像、定位困难、定量精度不高。
-
检验结果无直接见证记录。
还有一种超声检验的一种超声检测的常见方法。
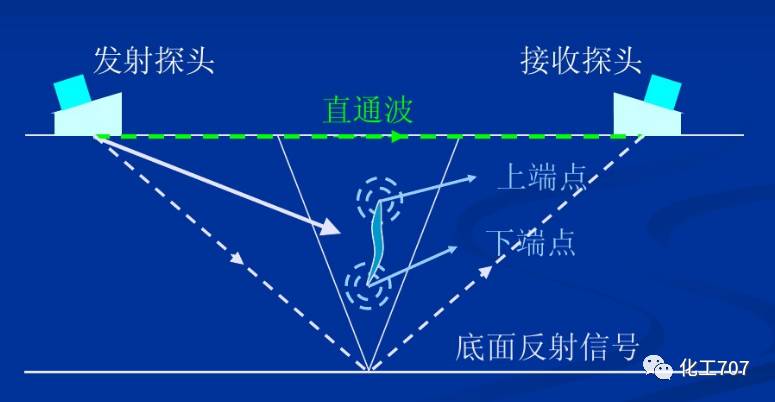
声波经过缺陷时,产生衍射波,收集衍射波的传播时间,从而计算出缺陷尺寸和位置。
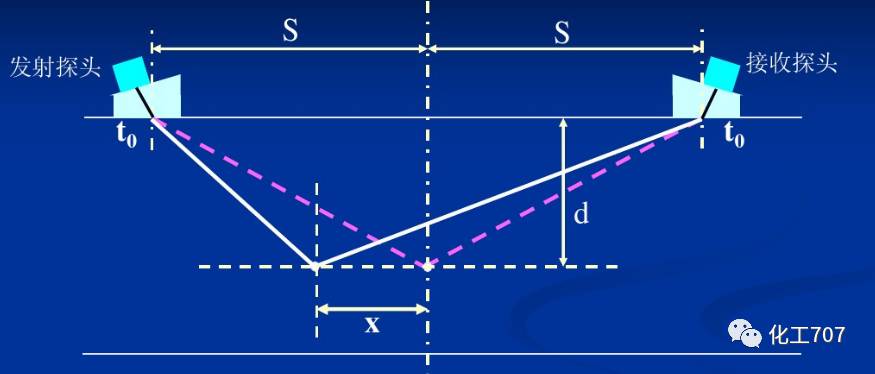
在不连续缺陷的尖端产生波形的转换,当它转换后产生衍射波,这个衍射波覆盖了较大的角度范围,那么衍射波就会检测出所存在的缺陷,记录信号的飞越时间就可以测量出缺陷的高度,那么就可以对缺陷就行定量,缺陷尺寸通常是被定义为衍射信号的飞越时间差,信号波幅与缺陷定量没关系。

-
可以识别向表面延伸的缺陷。
-
对缺陷垂直方向的定量和定位非常精准。
-
能够发现各种类型的缺陷,对缺陷的走向不敏感。
-
对缺陷定性、横向缺陷检出、粗晶材料检出比较困难。
-
对复杂几何形状的工件比较难测量。
-
不适合于T型焊缝检测。
-
一次扫描几乎能够覆盖整个焊缝区域,可以实现非常高的检测速度。
-
检测率很高,容易检出方向性不好的缺陷。
-
和脉冲反射法相结合时检测效果更好,覆盖率100%。
-
近表面存在盲区,对该区域检测可靠性不够。

将液体渗透液渗入工件表面开口缺陷中,用去除剂清除多余渗透液后,用显像剂表示出缺陷。
元件表面被施涂含有荧光染料或着色染料的渗透液后,在毛细管作用下,经过一定时间,渗透液可以渗进表面开口的缺陷中。经去除元件表面多余的渗透液后,再在元件表面施涂显像剂,同样,在毛细管作用下,显像剂将吸引缺陷中保留的渗透液,渗透液回渗到显像剂中,在一定的光源下,缺陷处的渗透液痕迹被显示,从而探测出缺陷的形貌及分布状态。
-
可应用于磁粉检测无法应用到的部位。
-
不能用于检测疏松多孔性的材料。
-
可以检测出表面开口的缺陷,但对埋藏缺陷或闭合型的表面缺陷无法检出。
-
操作简单成本低,缺陷显示直观。
-
对于同时存在几个方向缺陷的试件,一次操作就可大致做到全面检测。
-
元件表面光洁度对测试结果影响大。
-
操作人员水平对测试结果影响也比较大。
-
检测灵敏度比磁粉检测低。
通过接收和分析材料的声发射信号来评定设备的性能。
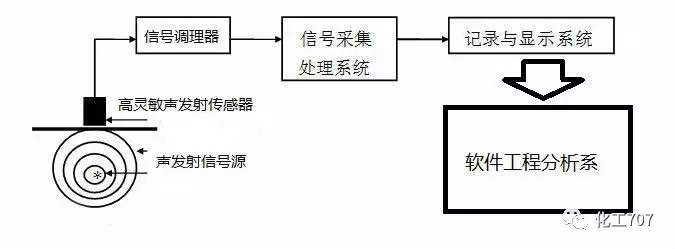
材料在受到外力或者内力作用时,产生变形或断裂,这时,材料会释放出弹性波。声发射检测通过收集并分析这些弹性波,从而判断容器内部结构的损伤程度。

可以实时检测容器状态,对缺陷变化极为敏感。
声发射检测不受材料限制。
可以长期连续地监视缺陷的安全性和超限报警。
无损检测的最大优点就是检测时,不会损坏被检对象的材质、结构。但是,无损检测也有其自身的局限性,比如破坏性检测是无损检测不可替代的。通常,我们会把无损检测的结果与破坏性实验的结果互相配合,做出最准确的。
以上就是100唯尔(100vr.com)小编为您介绍的关于化工设备的知识技巧了,学习以上的【技术培训】化工设备要体检?7种无损检测方法保安全知识,对于化工设备的帮助都是非常大的,这也是新手学习化工专业所需要注意的地方。如果使用100唯尔还有什么问题可以点击右侧人工服务,我们会有专业的人士来为您解答。
本站在转载文章时均注明来源出处,转载目的在于传递更多信息,未用于商业用途。如因本站的文章、图片等在内容、版权或其它方面存在问题或异议,请与本站联系(电话:0592-5551325,邮箱:help@onesoft.com.cn),本站将作妥善处理。
 向客服提问
向客服提问化工设备课程推荐


















化工专业热门资料



化工专业技术文档


推荐阅读